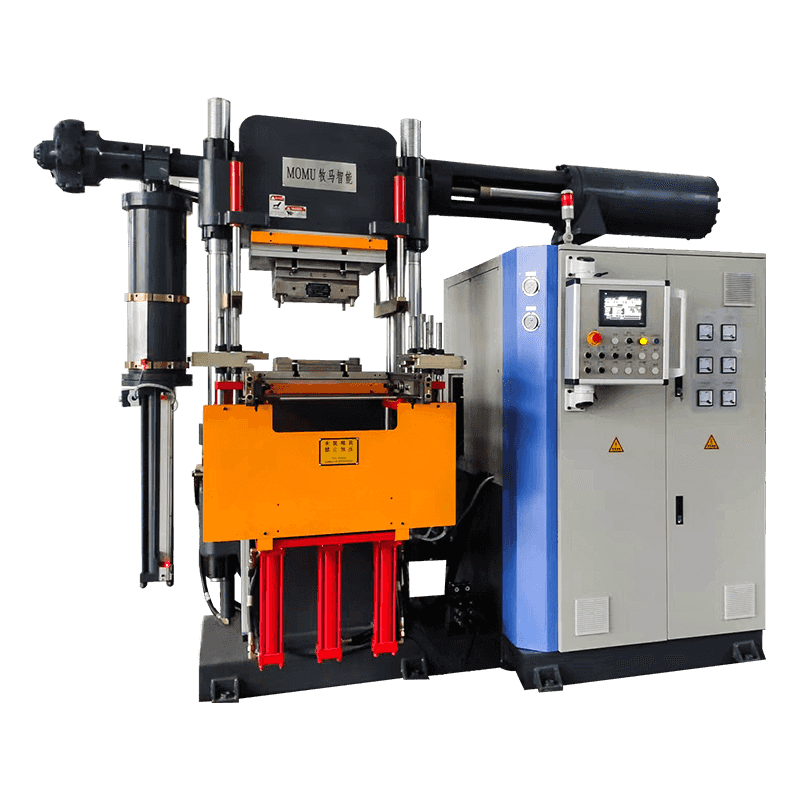
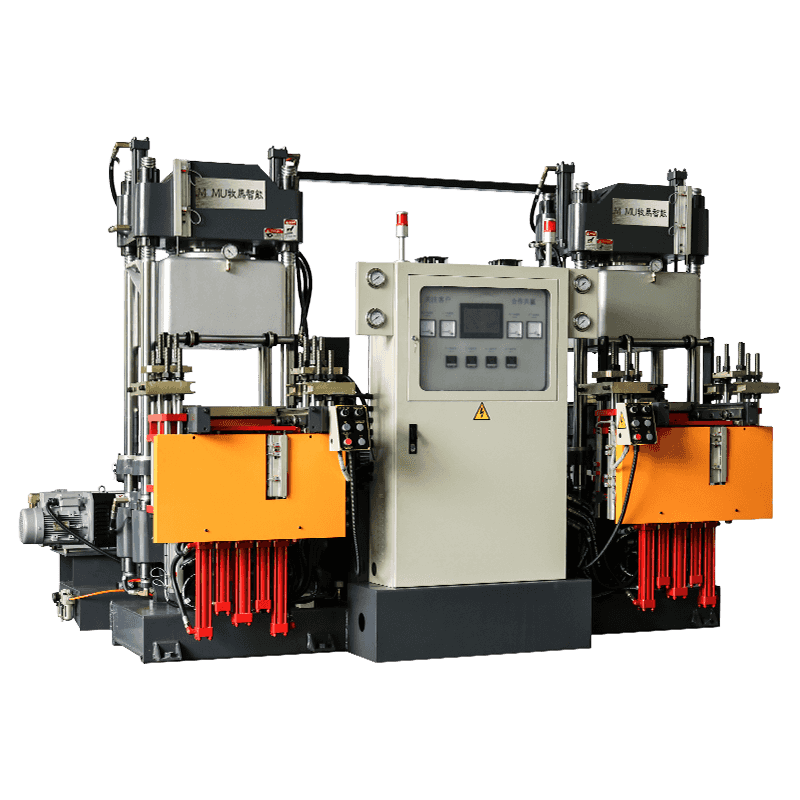
Mikä on tyhjiökumivulkanointikone
A tyhjiökumin vulkanointikone on teollinen puristusjärjestelmä, joka yhdistää lämmön, paineen ja valvotun tyhjiöympäristön kumiyhdisteiden kovettamiseksi lopulliseen, kestävään muotoonsa. Vulkanointi on kemiallinen prosessi, jossa raaka- tai seoskumi silloitetaan lämmön ja kovetusaineen - tyypillisesti rikin tai peroksidin - avulla, jolloin pehmeä, taipuisa materiaali muuttuu vahvaksi, elastiseksi ja lämpöstabiiliksi tuotteeksi. Tyhjiön lisääminen tähän prosessiin erottaa tämän koneen tavallisista kumipuristimista: poistamalla ilman ja haihtuvat kaasut muotin ontelosta ennen kovettumista ja sen aikana, kone eliminoi huokoisuuden, ilmalukot ja tyhjät viat, jotka muutoin vaarantaisivat valmiin kumiosan rakenteellisen eheyden ja pinnan laadun.
Tämä tekniikka on laajalti käytössä kaikilla aloilla, joilla kumikomponenttien on täytettävä tiukat standardit tiheyden tasaisuuden, pinnan viimeistelyn, mittojen tarkkuuden ja mekaanisen suorituskyvyn suhteen. Autojen tiivisteistä ja ilmailu- ja avaruustiivisteistä lääketieteellisiin silikoniosiin ja tarkkuusteollisuuden kalvoihin, tyhjiövulkanointikoneet tuottavat kumituotteita, joita tavalliset kuumapuristusmenetelmät eivät yksinkertaisesti pysty vastaamaan konsistenssiltaan tai virheettömältä laadultaan.
Kuinka tyhjiövulkanointiprosessi toimii
Tyhjiökumin vulkanointikoneen toimintasykli noudattaa huolellisesti sekvensoitua vaihesarjaa, joista jokaisella on kriittinen rooli virheetön kovettumisen saavuttamisessa. Tämän järjestyksen ymmärtäminen auttaa käyttäjiä ja insinöörejä optimoimaan prosessiparametrit tietyille kumiyhdisteille ja muottien geometrioille.
Muotin lataus ja ensimmäinen sulkeminen
Prosessi alkaa kovettumattoman kumiyhdisteen asettamisesta - joko esimuotina, levynä tai ruiskeena toimitettuna - muottipesään. Muotti suljetaan sitten esipaineella, joka pitää kumin paikallaan käyttämättä vielä täyttä kovettumisvoimaa. Tässä vaiheessa muotti ei ole täysin tiivis, eikä tyhjiöjärjestelmää ole vielä aktivoitu.
Tyhjiöevakuointi
Kun muotti saavuttaa alustavan suljetun asennon, tyhjiöpumppu aktivoituu ja vetää ilmaa ulos muotin ontelosta erityisten tyhjennyskanavien kautta, jotka on koneistettu muottiin tai levyyn. Tavoite tyhjiön taso vaihtelee tyypillisesti välillä -0,08 MPa - -0,098 MPa (noin 95-99 % tyhjiö), ja evakuointivaihe kestää 15 - 90 sekuntia muotin tilavuudesta ja seostyypistä riippuen. Tämä vaihe poistaa liuenneen ilman kumisekoituksesta, puhdistaa kosteuden ja eliminoi haihtuvat sivutuotteet, jotka muuten muodostaisivat kuplia tai tyhjiä tiloja kovettumisen aikana.
Täydellä paineella levitys ja kovetus
Kun tyhjiö ylläpidetään, puristin käyttää täyttä puristuspainetta – tavallisesti 10–25 MPa tuotespesifikaatiosta riippuen – kun taas kuumennetut levyt nostavat muotin tavoitekovettumislämpötilaan, tyypillisesti 150–200 °C useimpien rikkikovettuneiden yhdisteiden kohdalla. Lämmön ja paineen yhdistelmä käynnistää ja ajaa silloitusreaktiot kumimatriisissa. Kovettumisaika vaihtelee muutamasta minuutista ohuiden osien yli tuntiin paksujen tai monimutkaisten osien kohdalla. Koko tämän vaiheen ajan tyhjiö jatkaa kaiken jäännöskaasun kulkeutumisen tukahduttamista.

Paineenvapautus ja purkaminen
Kun kovetusjakso on valmis, puristus vapauttaa puristuspaineen, tyhjiö tuuletetaan ja muotti avataan. Kovettunut kumiosa poistetaan – tyypillisesti ejektorin tappien tai paineilman avulla – ja sille suoritetaan jälkikovettumisen tarkastus. Tarvittaessa flash-trimmaus tehdään ennen kuin osa siirtyy laadunvalvontaan ja pakkaamiseen.
Tyhjiövulkanoinnin tärkeimmät edut tavallisiin kuumapuristusmenetelmiin verrattuna
Tyhjiöympäristö muuttaa olennaisesti kumin kovettamisen laatutulosta. Valmistajat, jotka vaihtavat perinteisestä kuumapuristusvulkanoinnista tyhjiöavusteisiin järjestelmiin, raportoivat jatkuvasti mitattavissa olevista parannuksista useissa laatu- ja tuottavuusmittareissa:
- Huokoisuuden ja ilmasulkujen poistaminen: Sekoituksen ja muovaamisen aikana kumiyhdisteiden sisään jäänyt ilma luo tyhjiä tiloja, jotka vähentävät vetolujuutta, repäisylujuutta ja paineenkestokykyä. Tyhjiöpoisto poistaa nämä ilmataskut ennen kuin ne lukittuvat kovettuneeseen rakenteeseen, jolloin saadaan osia, joiden tiheys ja mekaaninen tasaisuus ovat mitattavissa.
- Ylivoimainen pintakäsittely: Ilman loukkuun jäävää ilmaa muotin pinnan rajapinnassa kumi virtaa siististi ontelon jokaiseen yksityiskohtaan, mikä tuottaa terävämmät reunat, puhtaamman tekstin tai tekstuurin jäljennöksen ja sileän, virheetön pinnan, joka vähentää toissijaisia viimeistelyvaatimuksia.
- Parannettu mittojen yhtenäisyys: Tyhjiöavusteinen kovetus varmistaa, että kumi täyttää muotin ontelon tasaisesti valvotuissa olosuhteissa, mikä vähentää paksuuden vaihtelua ja osittaista mittasironnaa – kriittinen vaatimus tiivistyssovelluksissa, joissa toleranssit ovat tiukat.
- Parempi suorituskyky kosteusherkillä yhdisteillä: Silikonikumi, EPDM ja tietyt erikoisyhdisteet ovat herkkiä kosteuden saastumiselle kovettumisen aikana. Tyhjiöympäristö poistaa kosteuden ennen kuin se voi aiheuttaa pinnan rakkuloita, värimuutoksia tai epätäydellistä kovettumista vaikutusalueille.
- Alennetut romu- ja korjauskulut: Poistamalla sisäisten ja pintavikojen ensisijaiset syyt tyhjiövulkanointi vähentää merkittävästi tarkastuksessa epäonnistuneiden osien osuutta, mikä vähentää materiaalihukkaa ja työvoimakustannuksia.
- Yhteensopivuus monimutkaisten geometrioiden kanssa: Syvät ontelot, ohuet seinät, alaleikkaukset ja monimutkaiset sisäkanavat täyttyvät luotettavammin, kun muotti on tyhjiössä, koska ei ole kilpailevaa ilmanpainetta vastustavaa kumin virtausta rajoitetuille alueille.
Teollisuus ja sovellukset, jotka perustuvat tyhjiökumivulkanointikoneisiin
Tyhjiövulkanointikoneiden kysyntä kattaa laajan valikoiman toimialoja, joista jokaisella on erityiset suorituskykyvaatimukset, jotka tekevät tyhjiöprosessista joko erittäin suositellun tai teknisesti pakollisen:
| Teollisuus | Tyypillisiä tuotteita | Avainvaatimus |
| Autoteollisuus | Oven tiivisteet, tiivisteet, O-renkaat, holkit | Mittatarkkuus, nollahuokoisuus |
| Ilmailu | Polttoainejärjestelmän tiivisteet, tärinänvaimentimet | Virheetön rakenne, korkea luotettavuus |
| Lääketieteelliset laitteet | Silikoni-implantit, kalvot, letkut | Puhtaus, pinnan laatu, bioyhteensopivuus |
| Elektroniikka | Näppäimet, liittimet, kotelointi | Hienojen yksityiskohtien toisto, johdonmukaisuus |
| Teollisuuden laitteet | Pumppukalvot, rullat, kuljetinosat | Mekaaninen kestävyys, tasainen tiheys |
| Jalkineet | Kumipohjat, kantapääkomponentit | Pintakäsittely, kulutuskestävyys |
| Energia / öljy ja kaasu | Korkeapainetiivisteet, tiivisteet, holkit | Paineen eheys, kemikaalinkestävyys |
Ilmailuteollisuuden ja lääkinnällisten laitteiden kaltaisilla aloilla tyhjiövulkanointi ei ole vain laatuetu – se on sertifiointivaatimus. Näiden alojen kumikomponentteja koskevat säännökset edellyttävät virheettömiä sisärakenteita, jotka voidaan saavuttaa luotettavasti vain tyhjiöavusteisella kovetuksella.
Tärkeimmät tekniset tiedot, jotka on arvioitava konetta valittaessa
Oikean tyhjiökumin vulkanointikoneen valinta edellyttää sekä mekaanisten että prosessinohjausspesifikaatioiden huolellista arviointia. Seuraavilla parametreilla on suorin vaikutus tuotantokykyyn ja tuotteen laatuun:
Levyn koko ja kokoonpano
Levyn mitat määräävät suurimman muotin jalanjäljen, jonka kone voi vastaanottaa. Yleiset levykoot vaihtelevat 300 × 300 mm:stä laboratorio- tai pienten osien tuotannossa aina 1 200 × 1 200 mm suuriin teollisuuskomponentteihin. Monipäiväiset kokoonpanot – koneet, joissa on kolme tai useampaa tasoa – mahdollistavat useiden muottien kovetuksen samanaikaisesti, mikä lisää merkittävästi tehoa konejaksoa kohden ilman lisälattiatilaa.
Puristusvoima
Puristusvoiman, joka ilmaistaan kilonewtoneina (kN) tai tonneina, on oltava riittävä pitämään muotin täysi sulkeutuminen paisuvan kumin kovettamisen aikana synnyttämää sisäistä painetta vastaan. Riittämätön puristusvoima aiheuttaa välähdyksiä, mittojen ylikasvua ja muotin irtoamisvirheitä. Tyypilliset puristusvoimat vaihtelevat pienten puristimien 100 kN:stä yli 10 000 kN:iin suurikokoisissa teollisuusjärjestelmissä.
Tyhjiöjärjestelmän suorituskyky
Tyhjiöpumpun kapasiteetti ja saavutettavissa oleva alipainetaso ovat kriittisiä parametreja. Suuritehoinen pumppu saavuttaa tavoitetyhjiötason nopeammin, mikä lyhentää syklin aikaa. Tyhjiötason tulisi olla todennettavissa kalibroiduilla mittareilla, joissa on tiedonkeruuominaisuus, erityisesti valmistajille, jotka tuottavat ilmailu- tai lääketieteellisten laatustandardien mukaisesti, jotka edellyttävät dokumentoituja prosessitietoja jokaisesta tuotantoerästä.
Lämpötilan tasaisuus levyn poikki
Lämpötilan vaihtelu levyn pinnalla aiheuttaa suoraan epätasaisia kovettumisnopeuksia muotin sisällä. Alan parhaat käytännöt edellyttävät lämpötilan tasaisuutta ±2 °C:n sisällä koko levyn alueella. Koneet, jotka on varustettu itsenäisesti vyöhykkeillä jaetuilla lämmityselementeillä ja suljetuilla PID-lämpötilasäätimillä, säilyttävät tiukemman yhtenäisyyden kuin yksivyöhykejärjestelmät, ja tämä erittely on tarkistettava valmistajan toimittamilla todellisilla mittaustiedoilla.
Ohjausjärjestelmä ja tiedonkeruu
Nykyaikaiset tyhjiövulkanointikoneet on varustettu ohjelmoitavilla logiikkaohjaimilla (PLC) ja kosketusnäytöllisillä ihmisen ja koneen välisillä liitännöillä (HMI), joiden avulla käyttäjät voivat tallentaa useita kovetusreseptejä, asettaa monivaiheisia paine- ja lämpötilaprofiileja ja seurata prosessiparametreja reaaliajassa. ISO- tai IATF-standardien mukaiset laadunhallintajärjestelmät vaativat yhä enemmän tiedonkeruukykyä – lämpötilan, paineen, tyhjiötason ja sykliajan tallennusta jokaista tuotantoa varten.
Yleiset käsitellyt kumiyhdisteet ja niiden erityisvaatimukset
Eri kumiyhdisteet käyttäytyvät eri tavalla tyhjiövulkanointiolosuhteissa, ja koneen prosessiparametreja on säädettävä vastaavasti. Useimmin käsiteltyjä materiaaleja ovat:
- Luonnonkumi (NR): Vaatii kohtuullisia kovettumislämpötiloja (150–160 °C) ja hyötyy merkittävästi tyhjiöstä, koska sillä on taipumus imeä ilmakehän kosteutta yhdisteen varastoinnin aikana. Tyhjiövakuointi estää pinnan rakkuloita, jotka aiheutuvat höyryn vapautumisesta kovettumisen aikana.
- Silikonikumi (VMQ/LSR): Silikoni on erittäin herkkä saastumiselle ja kosteudelle. Tyhjiökovettaminen on periaatteessa tavanomainen käytäntö lääketieteellisissä ja elintarvikekäyttöön tarkoitetuissa silikoniosissa, joissa huokoisuutta tai pintavikoja ei voida hyväksyä. Kovettumislämpötilat vaihtelevat tyypillisesti välillä 160 °C - 200 °C.
- EPDM: Laajalti autojen säätiivisteissä ja kattokalvoissa käytetyt EPDM-yhdisteet vapauttavat kovettumisen aikana haihtuvia sivutuotteita, jotka luovat sisäisiä tyhjiöitä ilman tyhjiöapua. Tyhjiöpoisto on vakiona korkean suorituskyvyn EPDM-tiivistekomponenteille.
- Nitriilikumi (NBR): NBR:ää käytetään laajalti öljynkestävissä tiivisteissä ja O-renkaissa, ja se hyötyy tyhjiökäsittelystä valmistettaessa osia hydrauli- ja pneumaattisiin järjestelmiin, joissa sisäinen tyhjiötön rakenne on kriittinen paineen eheyden kannalta.
- Fluorihiilikumi (FKM/Viton): Tehokas tiivistemassa äärimmäisiin kemiallisiin ja lämpötiloihin. FKM on kallista, mikä tekee ei-tyhjiöprosessoinnista merkittävän kustannusongelman. Tyhjiövulkanointi vähentää merkittävästi tämän materiaalin romun määrää.
Huoltokäytännöt, jotka suojaavat koneen suorituskykyä ja pitkäikäisyyttä
Tyhjiökumin vulkanointikone edustaa huomattavaa pääomasijoitusta, ja johdonmukainen ennaltaehkäisevä huolto on välttämätöntä investoinnin suojaamiseksi ja tuotannon laadun ylläpitämiseksi koko koneen käyttöiän ajan. Seuraavia huoltokäytäntöjä pidetään alan standardeina:
- Tyhjiöpumpun huolto: Tyhjiöpumppu on huoltointensiivisin komponentti. Öljytiivistetyt pyörivät siipipumput vaativat öljynvaihdon valmistajan määrittelemin väliajoin - tyypillisesti 500-1000 käyttötunnin välein - ja öljyn kunto tulee tarkastaa silmämääräisesti päivittäin. Likaantunut pumppuöljy vähentää saavutettavaa alipainetasoa ja lisää pumpun kulumista.
- Levyn lämpötilan kalibrointi: Levyn pintalämpötila tulee tarkistaa kalibroituja referenssitermopareja vastaan vähintään neljännesvuosittain. Lämpöelementtien vanhenemisen tai termoparin heikkenemisen aiheuttama lämpötilapoikkeama vaikuttaa suoraan kovettumisen laatuun ja voi jäädä huomaamatta ilman järjestelmällisiä kalibrointitarkastuksia.
- Hydraulijärjestelmän tarkastus: Tarkista hydraulinesteen taso ja kunto kuukausittain. Tarkasta letkut, liittimet ja sylinterin tiivisteet vuotojen varalta jokaisen vuoron käynnistyksen yhteydessä. Hydraulinen paine on tarkistettava koneen mittojen mukaan neljännesvuosittain riippumattoman mittarin avulla.
- Tyhjiölinjan ja tiivisteen eheys: Tarkista kaikki tyhjiölinjat, liittimet ja muotin tiivisteen urat halkeamien, kumijätteen kertymisen tai tiivisteen kulumisen varalta. Pienetkin tyhjiövuodot vähentävät merkittävästi saavutettavia tyhjiötasoja ja vaarantavat prosessin johdonmukaisuuden.
- Levyn ja ohjauspylvään voitelu: Levitä valmistajan määrittämiä voiteluaineita ohjauspylväisiin, sidetankoihin ja levyn liukupintoihin suositelluin väliajoin, jotta vältetään tarkkuustyöstettyjen osien naarmuuntuminen, levyn epätasainen liike ja ennenaikainen kuluminen.
Dokumentoidun ennaltaehkäisevän huollon aikataulun laatiminen – jokaiselle tehtävälle allekirjoitetut loppuunsaattamistiedot – on erittäin suositeltavaa valmistajille, jotka toimivat ISO 9001:n, IATF 16949:n tai vastaavien laadunhallintakehysten mukaisesti. Asianmukainen huolto ei ainoastaan pidennä koneen käyttöikää, vaan myös varmistaa, että validoinnin aikana kirjatut prosessiparametrit edustavat koneen todellista suorituskykyä koko tuotannon elinkaaren ajan.