Mikä on nestemäinen silikonimuottipuristuskone ja miksi sillä on väliä?
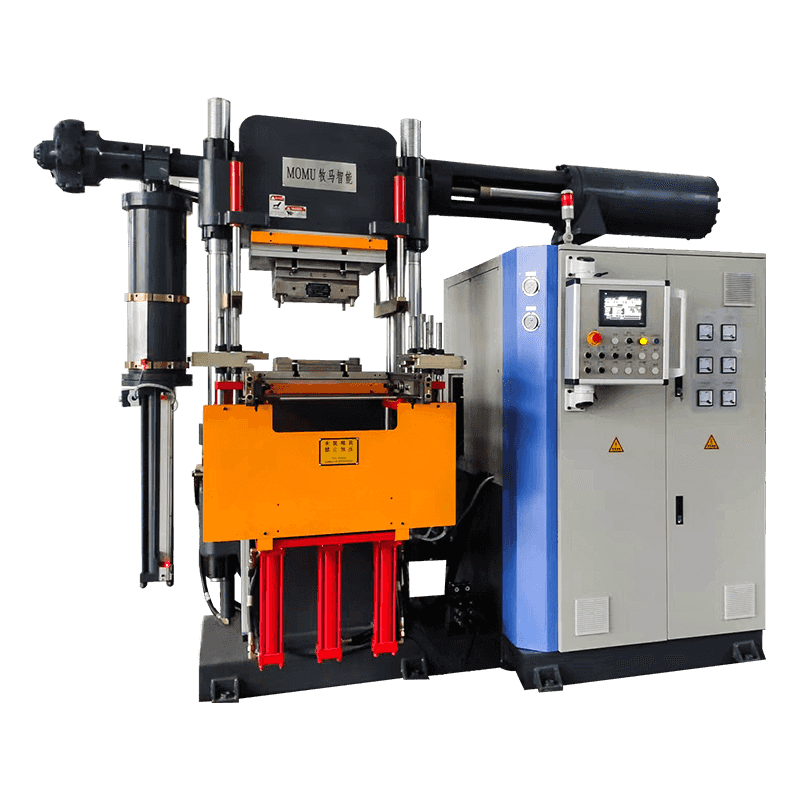
A nestemäisen silikonin muotin kiinnityskone - jota kutsutaan yleisesti LSR-ruiskuvalukoneeksi (Liquid Silicone Rubber), jossa on integroitu puristusjärjestelmä - on erikoistunut valmistuslaite, joka on suunniteltu käsittelemään kaksikomponenttista nestemäistä silikonikumia tarkkuusvaletuiksi osiksi. Toisin kuin tavanomaiset termoplastiset ruiskuvalukoneet, LSR-koneiden on käsiteltävä materiaalia, joka syötetään kylmällä lämmitettyyn muottipesään, jossa se käy läpi vulkanointireaktion (kovettuminen) jäähdytykseen perustuvan kiinteytymisen sijaan. Kiinnitysyksiköllä on kriittinen rooli tässä prosessissa, sillä se ylläpitää tarkan, yhtenäisen muotin sulkemisvoiman ruiskutus-, täyttö- ja kovetusjaksojen ajan – estää leimahduksen, varmistaa mittatarkkuuden ja suojaa muottia sisäisen ruiskutuspaineen aiheuttamilta vaurioilta.
Kiinnitysjärjestelmän merkitys korostuu nestemäisen silikonin käsittelyssä, koska LSR:n viskositeetti on erittäin alhainen verrattuna kestomuoviin - usein välillä 100 000 - 300 000 mPa·s ennen kovettumista. Tämän alhaisen viskositeetin ansiosta materiaali virtaa helposti pienimpiin muotin irrotuspintojen välisiin rakoihin, jolloin pienetkin puristusvoiman puutteet näkyvät välittömästi osan pinnan välähdysvirheinä. Oikein määritelty ja kalibroitu kiinnityskone eliminoi tämän riskin ja mahdollistaa korkean onkalon työkalukokoonpanot, jotka maksimoivat tuotannon tehokkuuden.
Ydinkomponentit ja kiinnitysjärjestelmän toiminta
Nestemäisen silikonin muottien kiinnityskoneen arkkitehtuurin ymmärtäminen auttaa valmistajia tekemään tietoisia osto- ja toimintapäätöksiä. Kone koostuu kahdesta integroidusta osajärjestelmästä: ruiskutusyksiköstä, joka mittaa, sekoittaa ja ruiskuttaa kaksikomponenttista LSR:ää, ja puristusyksiköstä, joka avaa, sulkee ja lukitsee muotin hallitulla voimalla. Nestemäistä silikonia käytettäessä molempien alajärjestelmien on täytettävä standardit, jotka ovat huomattavasti tiukemmat kuin tavallisten termoplastisten koneiden standardit.
Kiinnitysyksikkö
Kiinnitysyksikkö koostuu kiinteästä laatasta, liikkuvasta levystä, sidetangoista (tai joissakin malleissa tukitankottomasta rungosta) ja kiinnitystoimilaitteesta - joka voi olla hydraulinen, mekaaninen tai servo-sähköinen koneen suunnittelusta riippuen. Liikkuva levy kulkee sidetankoja tai rungon ohjaimia pitkin avatakseen ja sulkeakseen muotin. Kun muotti on täysin suljettu, puristustoimilaite käyttää nimellistä puristusvoimaa - mitataan kilonewtoneina (kN) tai tonneina - lukitakseen muotin puolikkaat yhteen ruiskutuspainetta vastaan, joka pakottaa ne irti materiaalin täytön aikana.
LSR-käsittelyä varten kiinnitysyksikössä on oltava myös lämmitetty muotti (yleensä 170–220 °C:ssa), kun ruiskutusjärjestelmä pysyy kylmänä (5–15 °C). Tämä lämpökontrasti tarkoittaa, että koneen rungon ja levyn suunnittelussa on otettava huomioon erilainen lämpölaajeneminen, jotta voidaan säilyttää samansuuntaisuus ja tasainen puristusvoiman jakautuminen muotin pinnalla – mikä on kriittistä tasaisten välähdystämättömien osien saavuttamiseksi monionteloisissa työkaluissa.
Ruiskutus- ja annosteluyksikkö
LSR-koneiden ruiskutusyksikkö eroaa olennaisesti termoplastisista yksiköistä. Se koostuu kaksikomponenttisesta pumppaus- ja annostelujärjestelmästä – tyypillisesti komponentin A (peruspolymeeri) ja komponentin B (silloitusaine/katalyytti) tilavuussuhteesta 1:1, joka on yhdistetty staattiseen tai dynaamiseen sekoittimeen ennen kylmäsäiliöön ja ruiskutusruuviin menemistä. Pigmentin annostelujärjestelmät voidaan integroida inline värillisille LSR-osille. Ruiskutusruuvi jäähdytetään ennenaikaisen vulkanoitumisen estämiseksi tynnyrissä, ja suuttimessa on neulan sulkuventtiili, joka estää kuolaamisen laukausten välillä.
Tärkeimmät tekniset tiedot, jotka on arvioitava konetta valittaessa
Nestemäisen silikonin muottipuristuskoneen valinta edellyttää useiden toisistaan riippuvien teknisten parametrien huolellista arviointia. Minkä tahansa yksittäisen spesifikaation alimitoitus suhteessa työkalu- ja tuotantovaatimuksiisi voi johtaa jatkuviin laatuongelmiin tai konevaurioihin. Seuraavassa taulukossa on yhteenveto tärkeimmistä spesifikaatioista ja niiden käytännön merkityksestä:
| Erittely | Tyypillinen alue | Miksi sillä on merkitystä |
| Puristusvoima | 50 – 4000 kN | On ylitettävä ennakoitu ontelopaine välähdyksen estämiseksi |
| Levyn koko | 200×200 mm – 1000×1000 mm | Määrittää muotin pohjan enimmäismitat |
| Päivänvalon avajaiset | 200-800 mm | On otettava huomioon muotin korkeus ja irrotusisku |
| Injektiotilavuus | 2 – 3000 cm³ | On vastattava laukauksen kokonaispainoa juoksijat mukaan lukien |
| Mittaustarkkuus | ±0,5 % tai parempi | Varmistaa tasaisen A:B-suhteen ja kovettumisen tasaisuuden |
| Muotin lämpötilan säätö | Jopa 250°C | Säätelee kovettumisnopeutta ja osien laatua |
| Tynnyrin/suuttimen lämpötila | 5-20°C (jäähdytetty) | Estää ennenaikaisen vulkanoitumisen syöttöjärjestelmässä |
| Kiinnityskäyttötyyppi | Hydraulinen / Toggle / Servo-sähköinen | Vaikuttaa tarkkuuteen, energiankäyttöön ja huoltotarpeisiin |
Hydraulinen vs. toggle vs. täyssähköinen kiinnitys: oikean vetolaitteen valinta
Kiinnityskäyttötyypin valinta on yksi merkittävimmistä päätöksistä määriteltäessä nestemäistä silikonia sisältävää muottipuristuskonetta. Jokainen käyttötekniikka tarjoaa erilliset kompromissit voiman yhtenäisyyden, energiatehokkuuden, tarkkuuden ja huoltovaatimusten suhteen – joilla kaikilla on merkittäviä vaikutuksia erityisesti LSR-käsittelyyn.
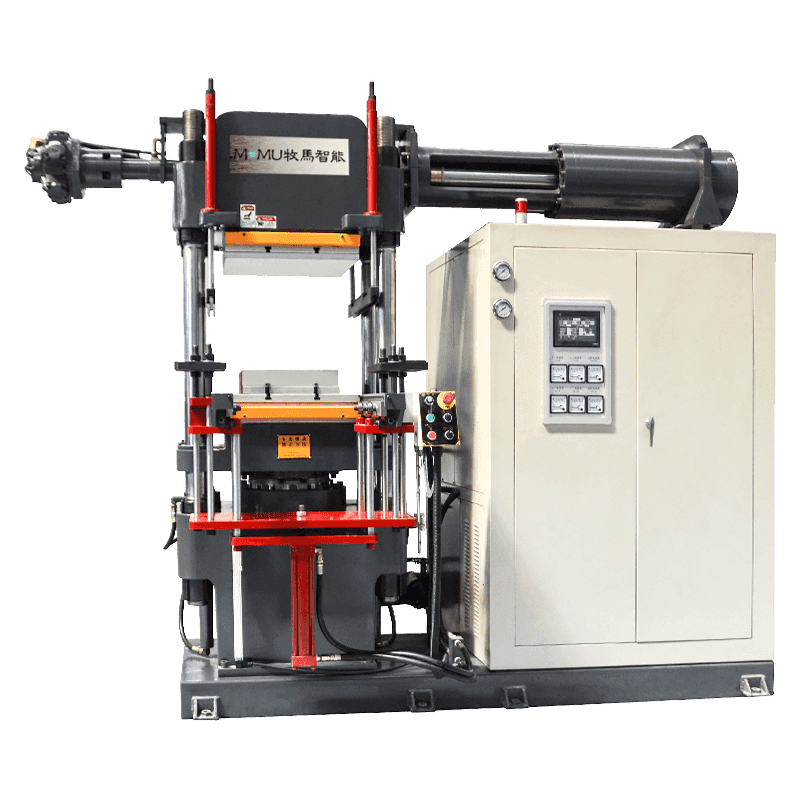
Hydraulinen kiinnitys
Hydrauliset kiristysjärjestelmät käyttävät paineistettua öljyä kiristyssylinterin ohjaamiseen suoraan. Ne tarjoavat suuret puristusvoimat kompakteissa koneen rungoissa, joten ne sopivat hyvin suurikokoisiin LSR-koneisiin, jotka tuottavat suuria osia, kuten autojen tiivisteitä, tiivisteitä tai suuria lääketieteellisten laitteiden koteloita. Hydraulijärjestelmät tarjoavat tasaisen, jatkuvan voimankäytön ja sietävät suhteellisen muotin kohdistusvirheitä. Ne kuluttavat kuitenkin jatkuvasti energiaa ylläpitääkseen hydraulista painetta, tuottavat lämpöä, jota on hallittava, ja vaativat säännöllistä hydraulinesteen huoltoa ja tiivisteiden tarkastuksia kontaminoitumisen estämiseksi. Tämä on huolenaihe puhdastilojen LSR-tuotannossa lääketieteellisissä tai elintarvikekosketussovelluksissa.
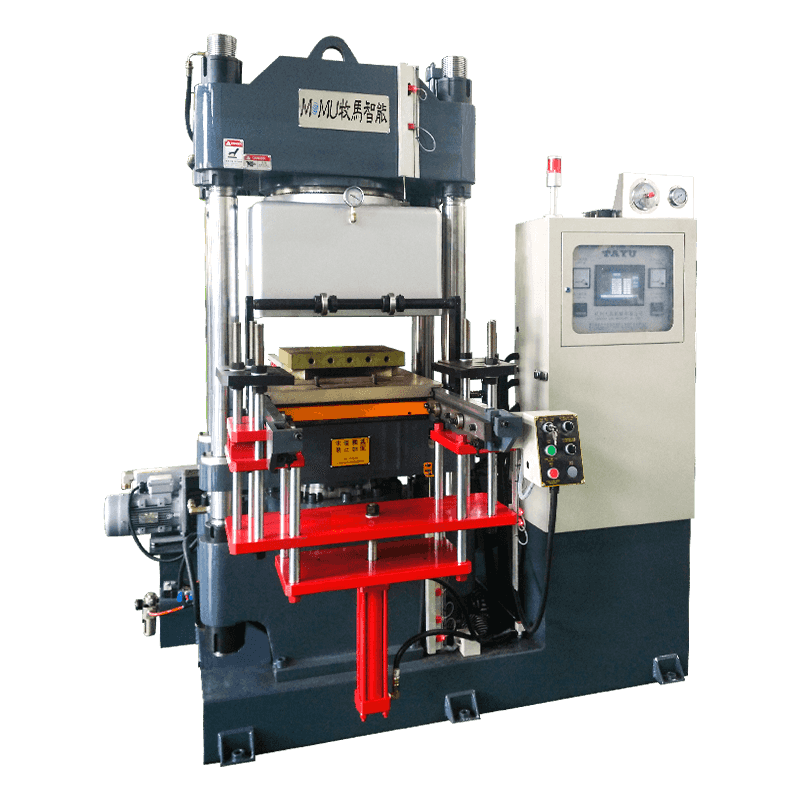
Kiinnitys päälle/pois
Vaihtomekanismit käyttävät mekaanista vivustojärjestelmää, jota käyttää hydrauli- tai servotoimilaite, joka moninkertaistaa voiman geometrisesti, kun kytkimet lähestyvät täysin ulosvedettyä (lukittua) asentoaan. Tämä rakenne tarjoaa erittäin suuren puristusvoiman iskun lopussa suhteellisen pienellä toimilaitteen rasituksella, mikä tekee siitä energiatehokkaan korkean työkierron sovelluksissa. Toggle-koneita käytetään laajasti keskisuurten ja suurten LSR-tuotannossa, ja ne tarjoavat nopeat kuivausjaksot. Ensisijainen rajoitus on, että puristusvoima on herkkä muotin korkeudelle – säädöt on tehtävä tarkasti muotteja vaihdettaessa, jotta varmistetaan, että vipu saavuttaa täyden ulottuvuuden oikeassa muotin sulkeutumiskohdassa, mikä vaatii huolellisia asennustoimenpiteitä.
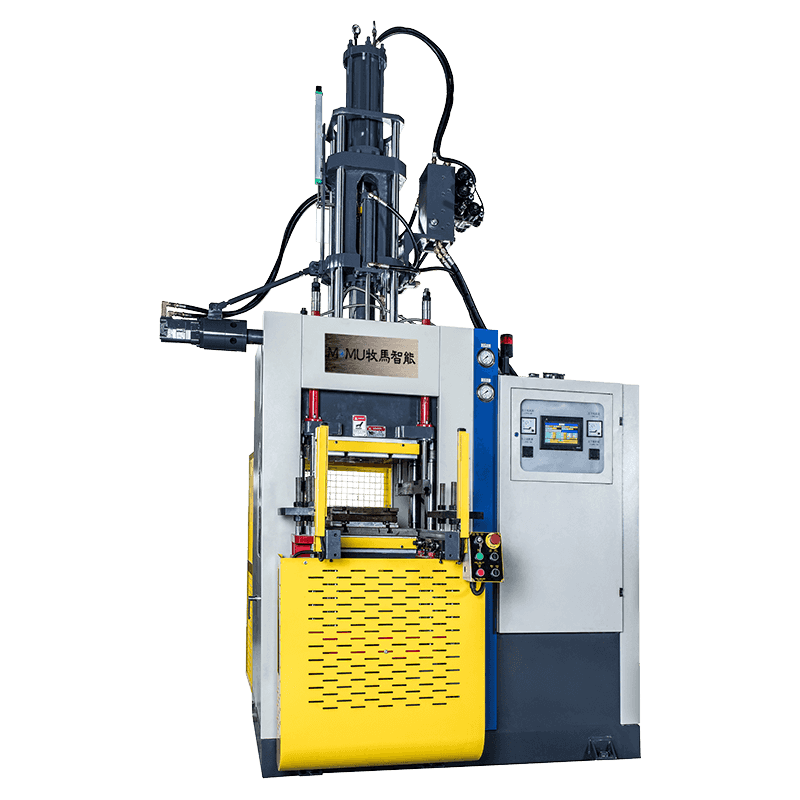
Täyssähköinen (Servo-Electric) kiinnitys
Täyssähköisissä kiinnityskoneissa käytetään servomoottoreita, jotka käyttävät kuularuuvimekanismeja avaamaan, sulkemaan ja kohdistamaan puristusvoimaa. Tämä tekniikka tarjoaa korkeimman tason toistettavuuden ja paikannustarkkuuden – kriittistä tiukan toleranssin LSR-osille, joita käytetään lääketieteellisissä laitteissa, optisissa komponenteissa ja mikromuovaussovelluksissa. Täyssähköiset koneet kuluttavat energiaa vain liikkuessaan, ne eivät tuota hydraulista lämpöä eivätkä aiheuta öljyn saastumisvaaraa, joten ne ovat ensisijainen valinta ISO-luokan puhdastilaympäristöihin. Niiden korkeampi alkuperäinen ostohinta tyypillisesti kompensoituu ajan myötä alhaisempien käyttökustannusten, alhaisemman ylläpidon ja erinomaisen prosessin johdonmukaisuuden ansiosta.

LSR-kiinnityskoneisiin perustuvat teollisuudenalat ja sovellukset
Nestemäisen silikonin muottipuristuskoneet palvelevat huomattavan erilaisia teollisuudenaloja, joita ohjaa LSR:n ainutlaatuinen yhdistelmä bioyhteensopivuutta, lämmönkestävyyttä, sähköeristystä ja kestävyyttä. Sen ymmärtäminen, mitkä teollisuudenalat luottavat eniten tähän tekniikkaan, auttaa kontekstisoimaan kunkin sektorin tärkeimmät koneen suorituskykyvaatimukset.
- Lääketieteelliset laitteet ja terveydenhuolto: LSR on FDA-yhteensopiva, autoklavoitava ja bioyhteensopiva, joten se on välttämätön hengityssuojainten, katetrikomponenttien, venttiilikalvojen, ruiskujen tiivisteiden, kuulolaitteiden korvakärkien ja kirurgisten instrumenttien kahvojen valmistuksessa. Tällä alalla käytettävien koneiden on täytettävä puhdastilojen yhteensopivuusstandardit ja varmistettava prosessiparametrien täydellinen jäljitettävyys.
- Autot: LSR:stä valmistetut tiivistysjärjestelmät, sytytystulppien suojukset, liitintiivisteet ja anturikotelot vaativat suuria tuotantomääriä tiukoilla mittatoleransseilla. Monionteloiset kuumakanavatyökalut, jotka toimivat suurikokoisissa kiinnityskoneissa, ovat vakiona autoteollisuuden tason 1 toimittajatiloissa.
- Vauvojen ja vauvojen tuotteet: Pullon nännit, tutit, hammasrenkaat ja ruokintatarvikkeet valmistetaan elintarvikelaatuisesta LSR:stä koneilla, jotka on validoitu täyttämään turvallisuusstandardit, kuten FDA 21 CFR ja EU 10/2011 elintarvikkeiden kanssa kosketuksiin joutuvien materiaalien osalta.
- Kulutuselektroniikka: Vedenpitävät tiivisteet älypuhelimille, älykelloille ja kuulokkeille; näppäimistön kytkimien kalvot; ja puettavien laitteiden ihokosketuskomponentteja valmistetaan yhä enemmän LSR:stä sen kestävyyden ja tuntoominaisuuksien vuoksi.
- Teollinen tiivistys ja nesteenhallinta: O-renkaat, kalvot ja mukautetut tiivisteet pumppuihin, venttiileihin ja kemikaalien käsittelylaitteisiin hyötyvät LSR:n kestävyydestä äärimmäisiä lämpötiloja (-60°C - 230°C), UV-säteilyä ja aggressiivisia kemikaaleja vastaan.
Prosessiparametrit, jotka vaikuttavat suoraan kiinnitystehoon ja osien laatuun
Jopa tarkimmin määritelty nestemäisen silikonin muottipuristuskone tuottaa viallisia osia, jos prosessiparametreja ei ole määritetty ja ylläpidetty oikein. LSR-muovaus on herkkä toisiinsa liittyvien muuttujien joukolle, jota käyttäjien ja prosessiinsinöörien on valvottava ja optimoitava jatkuvasti.
- Puristusvoima vs. ontelon projisoitu pinta-ala: Laske tarvittava puristusvoima kertomalla kaikkien onteloiden ja jalustojen kokonaispinta-ala (cm²) keskimääräisellä ruiskutuspaineella (kN/cm²). Käytä turvakerrointa 1,2–1,5 ottaaksesi huomioon täytön aikana esiintyvät painepiikit. Riittämätön puristusvoima aiheuttaa välähdyksen; liiallinen voima voi vahingoittaa muotin irtoavia pintoja ajan myötä.
- Muotin lämpötilan tasaisuus: Epätasainen muotin kuumennus johtaa vaihteleviin kovettumisnopeuksiin ontelon poikki, jolloin syntyy osia, joiden kovuus, pinnan viimeistely tai mittatarkkuus on epätasainen. Tarkista lämpötilan tasaisuus muotin pinnalla lämpökuvauksen avulla ennen tuotantoon sitoutumista.
- Ruiskutusnopeus ja paine: LSR:n matala viskositeetti tarkoittaa, että se täyttää ontelot nopeasti. Ruiskutusnopeutta on säädettävä, jotta vältetään ilman juuttuminen ja suihkutusvirheet erityisesti ohutseinäisissä tai monimutkaisissa geometrisissa osissa. Ohjelmoitavat monivaiheiset ruiskutusprofiilit mahdollistavat nopeuden vähentämisen kriittisissä täyttövaiheissa.
- Kovettumisajan optimointi: Kovettumisaika on muotin lämpötilan, osan seinämän paksuuden ja tietyn LSR-laadun aktivointienergian funktio. Alikovettunut jättää osat tahmeiksi ja mekaanisesti heikoiksi; Ylikovettuminen hukkaa kiertoaikaa ja voi aiheuttaa lämpöhajoamista ohuissa osissa. Käytä kovettumisaikatutkimuksia durometrimittauksilla määrittääksesi kunkin työkalun ja materiaalin yhdistelmän pienin tehokas kovettumisaika.
- Tyhjiöilmanpoisto: Monet LSR-muotit on varustettu tyhjiöjärjestelmillä, jotka poistavat ilman ontelosta juuri ennen ruiskutusta. Tämä on erityisen tärkeää pienille onteloille, sokeille taskuille tai osille, joilla on tiukat kosmeettiset vaatimukset, koska loukkuun jäänyt ilma aiheuttaa tyhjiöitä, lyhyitä laukauksia ja pinnan huokoisuutta, jota puristusvoima ei yksin voi estää.
Huolto ja pitkäikäisyys: Kone-investoinnin suojaaminen
Nestemäisen silikonin muottipuristuskone edustaa huomattavaa pääomasijoitusta – lähtötason koneet alkavat noin 80 000 dollarista, kun taas täysin varustetut täysin sähköiset järjestelmät, joissa on monikomponenttinen mittaus ja puhdastilaintegraatio, voivat ylittää 500 000 dollaria. Kurinalaisen ennaltaehkäisevän huolto-ohjelman toteuttaminen on välttämätöntä tämän investoinnin suojaamiseksi, suunnittelemattomien seisokkien minimoimiseksi ja tuotannon laadun ylläpitämiseksi koko koneen käyttöiän ajan.
- Annostelu- ja sekoitusjärjestelmän päivittäinen huuhtelu: Tyhjennä sekoitin, staattinen sekoituselementti ja suutin jokaisen tuotantovuoron lopussa estääksesi LSR:n kovettumisen syöttöjärjestelmän sisällä. Staattisten sekoittimien kovettuneet silikonitukkeumat ovat suurin syy suunnittelemattomiin seisokkeihin ja voivat vaatia kallista purkamista ja puhdistusta.
- Raidetangon ja levyn yhdensuuntaisuuden tarkastukset: Mittaa levyn yhdensuuntaisuus säännöllisin väliajoin mittakelloilla. Yhdensuuntaisuuden menetys – joka johtuu raidetangon kulumisesta, epätasaisista puristuskuormista tai lämpövaikutuksista – johtaa epäyhtenäisiin välähdyskuvioihin monionteloisissa työkaluissa, ja se voidaan virheellisesti diagnosoida työkaluongelmaksi, jos koneen geometriaa ei tarkisteta ensin.
- Tynnyrin ja suuttimen jäähdytysjärjestelmän tarkastus: Varmista, että jäähdytetyn veden virtaus tynnyrin jäähdytysvaipan läpi pysyy määritettyjen parametrien sisällä. Jäähdytyskapasiteetin menetys sallii LSR:n alkavan vulkanoitua syöttövyöhykkeellä, mikä aiheuttaa epäsäännöllisiä iskupainoja ja ruuvin vääntömomenttipiikkejä, jotka voivat vahingoittaa taajuusmuuttajan osia.
- Servokäytön ja anturin kalibrointi: Täyssähköisten koneiden osalta tarkista servomoottorin kooderin takaisinkytkentätarkkuus ja kuularuuvin esijännitys aikataulun mukaisesti. Enkooderin ajautuminen tai kuularuuvin kuluminen aiheuttaa asentovirheitä puristusvoiman käytössä, jotka eivät välttämättä näy välittömästi osien laadussa, mutta jotka kertyvät ajan myötä merkittäviksi virheiksi.
Nestemäisen silikonikumin tuotannon tarkkuuteen, johdonmukaisuuteen ja skaalautumiseen sitoutuneille valmistajille investoiminen oikeaan nestemäisen silikonin muottien kiinnityskoneeseen – oikein määritelty, oikein asennettu ja huolellisesti huollettu – on tehokkain päätös luotaessa kilpailukykyinen LSR-muovaustoiminto, joka pystyy täyttämään nykypäivän lääketieteen, autoteollisuuden ja kuluttajatuotemarkkinoiden tiukat standardit.