Mikä on tyhjiökumivulkanointikone ja miten se toimii?
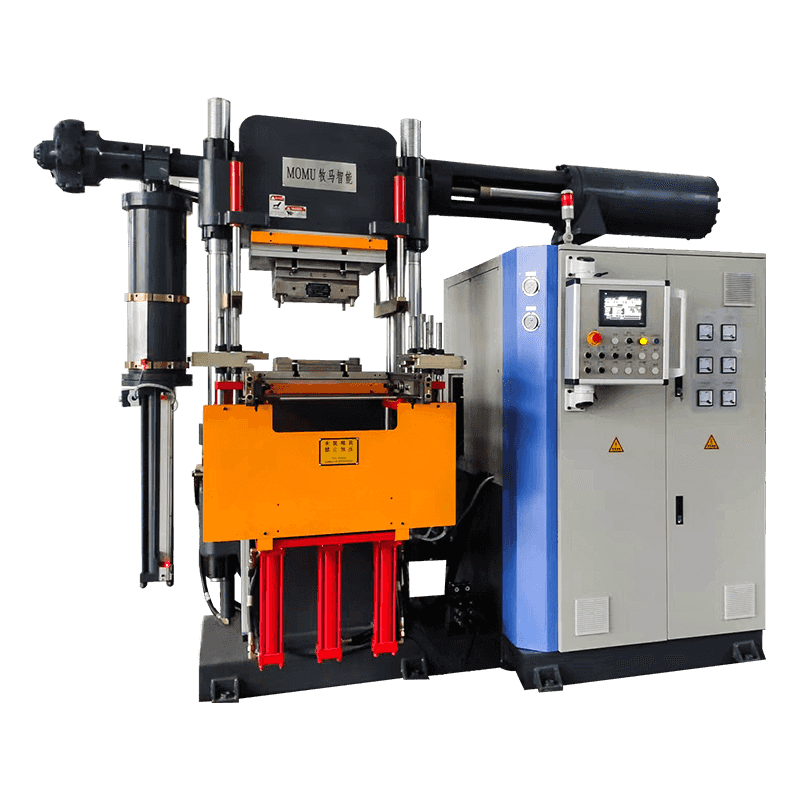
Tyhjiökumin vulkanointikone on erikoistunut teollinen laite, jota käytetään kumiyhdisteiden kovettamiseksi kontrolloidussa lämmössä ja paineessa tyhjiöympäristössä. Vulkanointi on kemiallinen prosessi, joka muuttaa raakakumin tai seostetun kumin pehmeästä, taipuisasta tilasta kestäväksi, joustavaksi ja lämmönkestäväksi materiaaliksi muodostamalla ristisidoksia polymeeriketjujen välille - tyypillisesti rikki- tai peroksidipohjaisten kovetusaineiden avulla. Tyhjiökomponentti erottaa tämän koneen tavallisista puristusvulkanointilaitteista. Poistamalla ilmaa muotin ontelosta ennen kovettumisjaksoa ja sen aikana, kone poistaa ilmataskut ja kaasut, jotka muutoin aiheuttaisivat huokoisuutta, tyhjiä paikkoja tai pintavirheitä valmiissa kumituotteessa.
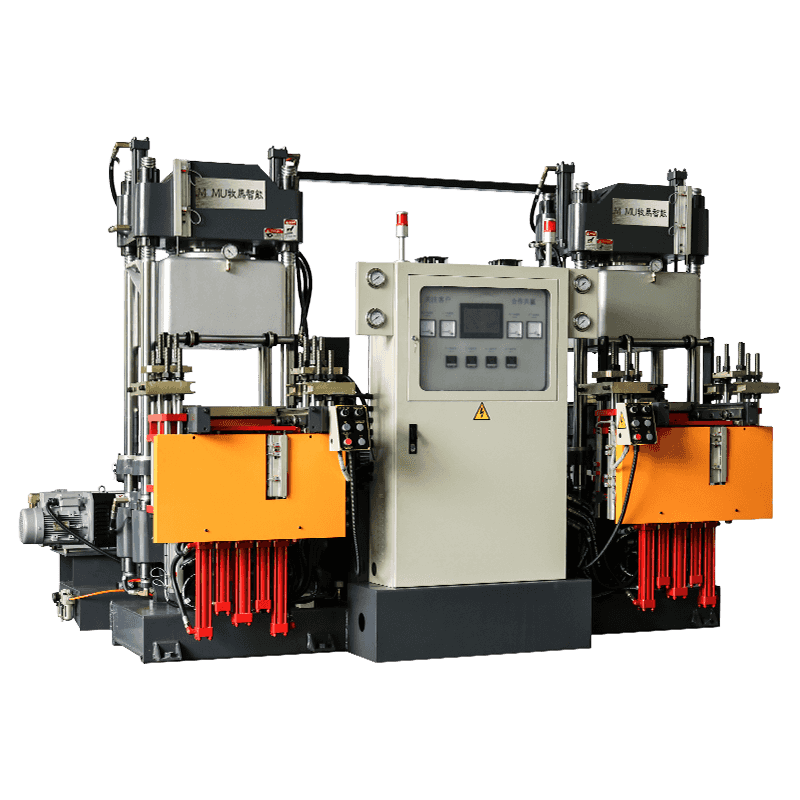
Kone toimii useiden automatisoitujen vaiheiden kautta: muotin lataaminen, tyhjiöimu, paineen levitys, lämpökovetus ja muotin irrotus. Lämmitys saavutetaan tyypillisesti sähkölevyillä tai höyrylämmitteisillä levyillä, jotka siirtävät lämpöä tasaisesti kumisekoitukseen. Suljettuun muottikammioon yhdistetty tyhjiöpumppu laskee sisäisen paineen alas – tavallisesti välille -0,08 MPa ja -0,1 MPa ennen kuin puristin sulkeutuu ja käyttää puristusvoimaa. Tämä tyhjiön, lämmön ja mekaanisen paineen yhdistelmä varmistaa, että monimutkaiset muotin geometriat täyttyvät kokonaan ja että kovettunut osa täyttää mitat ja pinnan laatuvaatimukset.

Tyhjiövulkanointiin perustuvat teollisuudenalat ja sovellukset
Tyhjiökumin vulkanointikoneita käytetään useilla aloilla, joilla kumiosien laadusta ja johdonmukaisuudesta ei voida neuvotella. Autoteollisuus on yksi suurimmista käyttäjistä, ja se luottaa näihin koneisiin tiivisteiden, tiivisteiden, O-renkaiden, tärinänvaimentimien ja nesteenkäsittelykomponenttien valmistuksessa, joiden on toimittava luotettavasti vaativissa lämpö- ja mekaanisissa olosuhteissa. Ilmailu- ja avaruusteollisuudessa tyhjiövulkanointia käytetään tarkkuuskumikomponenteissa, joissa jopa mikroskooppiset ontelot voivat vaarantaa kriittisten tiivistysjärjestelmien eheyden.
Lääkintälaiteteollisuus käyttää tyhjiövulkanointikoneita silikoni- ja erikoiskumiosien valmistukseen, joiden on täytettävä tiukat bioyhteensopivuus- ja mittatoleranssistandardit. Elektroniikkavalmistajat käyttävät niitä eristyskomponenttien ja tärinänvaimentimien valmistukseen. Jalkineteollisuus soveltaa teknologiaa pohjan liimaukseen ja valettuihin kumikomponentteihin. Kussakin tapauksessa tyhjiöympäristö on välttämätön pinnan viimeistelyn, sisäisen tiheyden ja mekaanisen suorituskyvyn saavuttamiseksi, joita tavallinen puristusvulkanointi ei pysty luotettavasti tarjoamaan.
Tärkeimmät prosessiparametrit ja niiden hallinta
Yhdenmukaisten, virheettömien vulkanoitujen kumiosien valmistaminen edellyttää useiden toisistaan riippuvien prosessiparametrien tarkkaa hallintaa. Kunkin parametrin toiminnan ymmärtäminen – ja kuinka poikkeamat vaikuttavat ulostuloon – on olennaista tyhjiövulkanointikoneen tehokkaan toiminnan kannalta.
Vulkanointilämpötila
Lämpötila on vulkanointireaktion ensisijainen tekijä. Useimmat kumiyhdisteet kovettuvat välillä 150 °C - 200 °C, ja tietty optimilämpötila riippuu yhdisteen koostumuksesta ja käytetystä kovetusjärjestelmästä. Liian alhainen lämpötila johtaa alikovettumiseen – kumi on pehmeää, heikkoa ja siinä voi olla tahmeutta tai epätäydellistä silloittumista. Liian korkea lämpötila aiheuttaa ylikovettumista tai palautumista, jolloin polymeeriverkko hajoaa ja kumi menettää lujuutensa ja kimmoisuutensa. Levyn lämpötilan tasaisuus muotin pinnalla on yhtä tärkeä; yli 5-10 celsiusasteen lämpötilagradientit muotin poikki voivat aiheuttaa epätasaista kovettumista ja kutistumista.
Kovettumisaika
Kovettumisaika määräytyy yhdisteen reologiatietojen perusteella – erityisesti Moving die Rheometer (MDR) -testin T90-arvon perusteella, joka osoittaa ajan, joka tarvitaan saavuttamaan 90 prosenttia maksimivääntömomentista (ristilinkkitiheys) tavoitelämpötilassa. Kovettumisajat vaihtelevat tyypillisesti kahdesta kolmeenkymmeneen minuuttiin riippuen yhdistetyypistä, osan paksuudesta ja lämpötilasta. Paksuille osille on otettava lisäaikaa, jotta lämpö pääsee tunkeutumaan ytimeen. Liian lyhyen kovettumisajan käyttäminen on yksi yleisimmistä kenttävikojen lähteistä kumituotteissa.
Tyhjiön taso ja ajoitus
Tyhjiön tulee saavuttaa tavoitetaso, ennen kuin puristin sulkeutuu ja kovetus alkaa. Useimmat toiminnot tähtäävät -0,095 MPa:n - -0,1 MPa:n alipainetasolle. Evakuointiajan - tyypillisesti 15-60 sekuntia - on oltava riittävä ilman tyhjentämiseksi täysin sekä muotin ontelosta että mahdollisista tuuletuskanavista. Jos tyhjiöpumppujakso on liian lyhyt, puristimen sulkeutuessa jäännösilma puristuu sen sijaan, että se poistettaisiin, mikä aiheuttaa pinnan alla olevia tyhjiöitä. Pumpun toiminnan säännöllinen testaus ja tyhjiölinjojen ja muotin tiivisteiden vuotojen tarkistaminen on välttämätöntä tasaisen evakuoinnin laadun ylläpitämiseksi.
Puristuspaine
Puristuspaine pitää muotin puolikkaat suljettuina vulkanoinnin aikana ja puristaa kumisekoitetta täyttääkseen ontelon geometrian kokonaan. Riittämätön puristuspaine mahdollistaa välähdyksen muodostumisen jakolinjaan ja voi johtaa alitäyttyneisiin osiin. Liiallinen paine voi vahingoittaa muotteja tai saada yhdisteen puristumaan ulos ontelosta ennen geeliytymistä. Tyypilliset kiristyspaineet kumin vulkanoinnille vaihtelevat välillä 10 - 25 MPa seoksen viskositeetista ja osan geometriasta riippuen.
Yleisimmät viat ja niiden diagnosointi
Jopa hyvin kalibroiduissa koneissa voi esiintyä vikoja vulkanoiduissa kumiosissa. Perimmäisen syyn tunnistaminen minimoi romun ja tuotannon seisokit nopeasti. Seuraavassa taulukossa on yhteenveto useimmin havaituista vioista ja niiden todennäköisistä syistä:
| Vika | Todennäköinen syy | Korjaustoimet |
| Huokoisuus / Sisäiset aukot | Riittämätön tyhjiö tai evakuointiaika | Tarkista pumpun suorituskyky; pidentää evakuointiaikaa |
| Pinta rakkuloita | Kosteutta yhdisteessä tai muotissa | Esikuivattu yhdiste; puhdista ja esilämmitä muotti |
| Alikovettu (pehmeät osat) | Matala lämpötila tai riittämätön kovettumisaika | Tarkista levyn lämpötilan kalibrointi; pidentää kovettumisaikaa |
| Liiallinen salama | Alhainen puristuspaine tai kulunut muotin irrotuslinja | Lisää puristimen vetoisuutta; tarkastaa ja kunnostaa muotti |
| Lyhyt laukaus / täyttämättömät alueet | Yhdistelmälatauksen paino ei riitä | Laske latauspaino uudelleen; säädä yhdisteaihiota |
| Mittojen vaihtelu | Epätasainen lämpötila tai puristusvoima | Kalibroi anturit; suorita säännöllinen puristimen huolto |
Kuinka valita oikea tyhjiökumin vulkanointikone
Oikean koneen valinta edellyttää, että laitteiston tekniset tiedot on sovitettava tuotantosovelluksesi vaatimuksiin. Keskeisiä arviointikriteereitä ovat telan koko, puristimen vetoisuus, tyhjiöjärjestelmän kapasiteetti, lämpötila-alue ja ohjausjärjestelmän kehittyneisyys.
- Levyn koon tulee mahtua suurin muotti, jota aiot käyttää, ja riittävästi marginaalia tasaisen lämpötilan jakautumisen ylläpitämiseksi. Vakiolevykoot vaihtelevat pienten osien tuotannossa 200 mm × 200 mm aina 1000 mm × 1000 mm tai suurempiin teollisiin sovelluksiin.
- Puristimen vetoisuus on sovitettava muotin ennustettuun pinta-alaan ja kumisekoituksen viskositeettiin. Yleisenä ohjeena, laske tarvittava voima kertomalla muotin ontelon projisoitu alue tavoitepuristuspaineella ja lisää sitten vähintään 20 prosentin turvamarginaali.
- Tyhjiöpumpun tehon – mitattuna litroina minuutissa – tulee olla riittävä tyhjentämään muottikammio tavoitetyhjiötasolle 15–30 sekunnissa. Suuremmat muottimäärät vaativat suuremman kapasiteetin pumppuja, jotta vältytään pidentyneeltä syklin ajalta.
- Lämpötila-alue ja tasaisuusvaatimukset on tarkistettava yhdistelmäsi kovettumisvaatimuksia vasten. Useimmat yleiskäyttöiset koneet toimivat 200 °C:ssa, kun taas erikoiskoneet korkean lämpötilan silikoni- tai fluoroelastomeeriyhdisteille voivat vaatia 250 °C tai korkeamman lämpötilan.
- Ohjausjärjestelmän ominaisuudet määräävät, kuinka paljon prosessin joustavuutta ja tiedonkeruuta voit saavuttaa. Ohjelmoitavat logiikkaohjaimet (PLC), joissa on kosketusnäyttöliitännät, mahdollistavat monivaiheiset kovetusprofiilit, automaattisen tyhjiösekvenssin ja tuotantotietueiden tallennuksen – kaikki arvokasta laadunhallinnan ja prosessin toistettavuuden kannalta.
Säännölliset huoltokäytännöt, jotka suojaavat koneen suorituskykyä
Tyhjiökumin vulkanointikone edustaa merkittävää pääomainvestointia, ja johdonmukainen huolto on välttämätöntä investointien suojaamiseksi ja tuotannon luotettavuuden varmistamiseksi. Tyhjiöjärjestelmä vaatii eniten huomiota – tyhjiöpumpun öljy tulee tarkastaa ja vaihtaa valmistajan aikataulun mukaan, tyypillisesti kolmen tai kuuden kuukauden välein jatkuvassa tuotantotilassa. Tyhjiölinjan liitännät, tiivisteet ja muotin tiivisteet tulee tarkastaa viikoittain kulumisen tai vuotojen varalta, koska pienetkin vuodot heikentävät merkittävästi evakuoinnin suorituskykyä.
Levyn lämpötila-anturit ja paineanturit tulee kalibroida neljännesvuosittain sertifioiduilla vertailuinstrumenteilla sen varmistamiseksi, että koneen näytössä näkyvät arvot vastaavat todellisia prosessiolosuhteita. Hydraulinesteen tasoja ja suodattimen kuntoa tulee tarkkailla kuukausittain. Muotin pinnat tulee puhdistaa jokaisen tuotantoajon jälkeen, jotta estetään kumijäämien kerääntyminen, mikä voi aiheuttaa tarttumista, pintavirheitä seuraavissa osissa ja kiihtynyttä muotin kulumista. Yksityiskohtaisen huoltolokin pitäminen – kaikki tarkastukset, nesteiden vaihdot, kalibroinnit ja vikatapahtumat – tarjoaa historialliset tiedot, joita tarvitaan uusien ongelmien tunnistamiseen ennen kuin ne aiheuttavat odottamattomia seisokkeja.
Tuotoksen laadun ja tuotannon tehokkuuden maksimointi
Koneiden valinnan ja huollon lisäksi jatkuvan korkean tulostuslaadun saavuttaminen a tyhjiökumin vulkanointikone riippuu prosessin kurinalaisuudesta. Seoksen valmistuksen standardointi – mukaan lukien johdonmukainen aihion paino, muoto ja sijoitus muottiin – eliminoi yhden yleisimmistä osien välillä tapahtuvan vaihtelun lähteistä. Irrotusaineiden oikea ja johdonmukainen käyttö estää tarttumisen saastuttamatta kumipintaa tai vaikuttamatta komposiittiosien tarttumiseen. Dokumentoitujen kovettumisreseptien laatiminen kullekin tuotteelle ja näiden reseptien lukitseminen koneen ohjausjärjestelmään estää vahingossa tapahtuvat parametrien muutokset, jotka johtavat vaatimustenvastaiseen tuotantoon.
Tilastolliset prosessinohjausmenetelmät (SPC), joita sovelletaan tärkeimpiin tulosmittauksiin – osan paino, kriittiset mitat ja kovuus – antavat varhaisen varoituksen prosessin ajautumisesta, mikä mahdollistaa korjaavat toimet ennen kuin suuria määriä romua syntyy. Suuren volyymin toiminnoissa koneen datan integroiminen valmistusprosessiin (MES) mahdollistaa tuotannon reaaliaikaisen seurannan ja jäljitettävyyden, jota auto- ja lääketieteen asiakkaat vaativat yhä enemmän osana toimittajiensa laatuvaatimuksia. Vulkanointikoneen pitäminen tarkkuusinstrumenttina eikä hyödykepuristimena on ajattelutapa, joka erottaa jatkuvasti tehokkaat kumityöt niistä, jotka kamppailevat kroonisten laatu- ja tuottoongelmien kanssa.