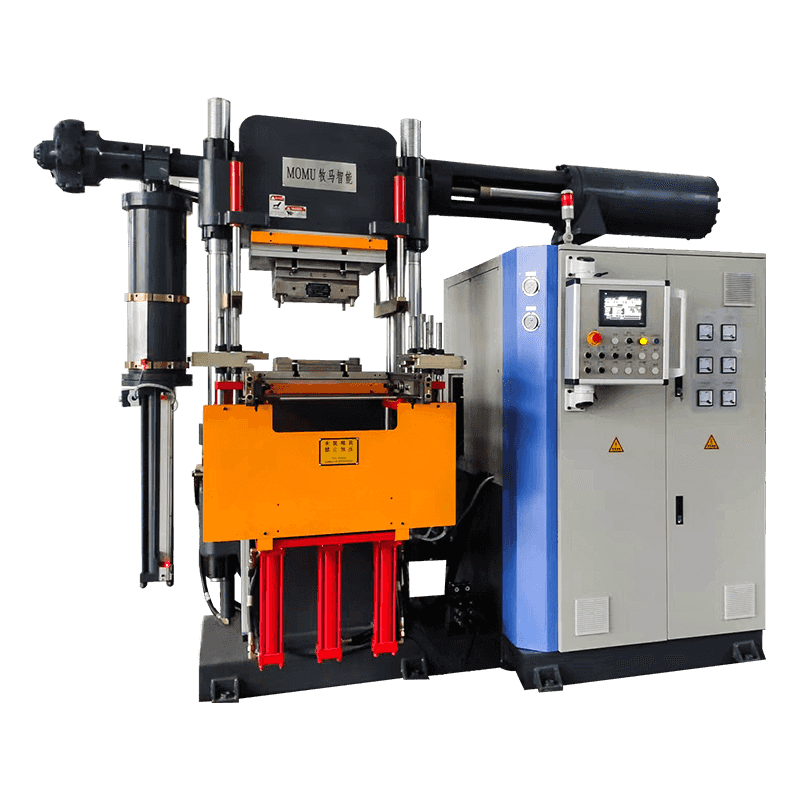
Liquid Silicone Rubber (LSR) ruiskuvalu on yksi tarkimmista ja monipuolisimmista saatavilla olevista valmistusprosesseista joustavien, lämmönkestävien ja bioyhteensopivien silikonikomponenttien valmistukseen. Tämän prosessin keskiössä on LSR-ruiskuvalukone – pitkälle erikoistunut laite, joka eroaa olennaisesti tavallisista termoplastisista ruiskuvalukoneista. Arvioitpa sitten lääkinnällisten laitteiden, autojen tiivisteiden, pikkulasten tuotteiden tai kulutuselektroniikan LSR-käsittelyä, näiden laitteiden toiminnan ja niiden ainutlaatuisuuden ymmärtäminen on välttämätöntä tietoon perustuvien tuotantopäätösten tekemiseksi.
Mikä tekee LSR-ruiskuvalusta eron tavallisesta ruiskuvalusta
Normaali termoplastinen ruiskupuristus sulattaa kiinteät muovipelletit, ruiskuttaa sulan materiaalin jäähdytettyyn muottiin ja työntää jähmettyneen osan. LSR-ruiskuvalu toimii täsmälleen päinvastaisessa lämpösuunnassa. Nestemäinen silikonikumi on kylmäkäsiteltävä, kaksikomponenttinen lämpökovettuva materiaali, jota säilytetään huoneenlämmössä ja pumpataan kuumennettuun muottiin, jossa se silloittuu - tai vulkanoituu - lopulliseen kiinteään muotoonsa.
Tällä lämpöprosessin kääntämisellä on syvällisiä vaikutuksia koneen suunnitteluun. Materiaalinsyöttöjärjestelmä on pidettävä kylmänä ennenaikaisen kovettumisen estämiseksi, kun taas muotti on lämmitettävä - tyypillisesti 150 °C ja 220 °C:n välillä - vulkanointireaktion käynnistämiseksi ja loppuun saattamiseksi kontrolloidun syklin aikana. Jokainen LSR-ruiskuvalukoneen komponentti on suunniteltu tämän kylmäsyöttö- ja kuumakovetusprosessilogiikan ympärille.
Lisäksi LSR on kaksiosainen järjestelmä: komponentti A sisältää perussilikonipolymeeriä ja platinakatalyyttiä, kun taas komponentti B sisältää silloitteen ja pigmenttejä tai muita lisäaineita. Nämä kaksi komponenttia on annosteltava tarkasti tilavuussuhteessa 1:1, sekoitettava perusteellisesti ilman ilmakuplia ja ruiskutettava muottiin ennen merkittävän kovettumisen alkamista.

LSR-ruiskuvalukoneen keskeiset osat
LSR-ruiskuvalujärjestelmä koostuu useista integroiduista osajärjestelmistä, joista jokainen suorittaa kriittisen toiminnon yhtenäisten, virheettömien silikoniosien toimittamisessa.
Rumpupumppu ja annosteluyksikkö
Rumpupumppuyksikkö vetää kaksi LSR-komponenttia alkuperäisistä syöttörummuistaan seuraavien levyjen avulla, jotka painavat alas materiaalin pintaa estääkseen ilman pääsyn sisään. Jokainen komponentti syötetään erillisen, tarkasti kalibroidun annostelupumpun kautta – tyypillisesti hammaspyöräpumppu tai mäntäpumppu –, joka ohjaa tilavuusvirtausta suurella tarkkuudella. Komponentin A ja komponentin B välinen suhde säilyy täsmälleen 1:1:ssä koko kuvan ajan. Mikä tahansa poikkeama tästä suhteesta johtaa epätäydelliseen kovettumiseen, tahmeisiin osiin tai valmiin komponentin fysikaalisten ominaisuuksien heikkenemiseen.
Staattinen ja dynaaminen sekoitusjärjestelmä
Annostelun jälkeen nämä kaksi komponenttia kulkevat sekoitusjärjestelmän läpi ennen kuin ne menevät ruiskutussylinteriin. Staattiset sekoittimet – putken sisällä olevat kierteiset elementit – luovat pyörteisen taittoliikkeen, joka sekoittaa komponentit perusteellisesti ilman liikkuvia osia. Värikriittisissä tai lisäainerikkaissa formulaatioissa voidaan käyttää dynaamisia sekoittimia pyörivillä elementeillä tehostempaan sekoittamiseen. Sekoitusjärjestelmän tulee tuottaa täysin homogeeninen seos ilman, että ilma jää kiinni, koska mahdolliset ilmasulkeumat näkyvät tyhjinä tai pintavirheinä muovatussa kappaleessa.
Cold Runner -ruiskutuspiippu ja ruuvi
Toisin kuin termoplastisissa koneissa, joissa piippua lämmitetään, LSR-ruiskutussäiliötä jäähdytetään – usein vedellä tai kylmäaineella – materiaalin pitämiseksi sen aktivointilämpötilan alapuolella mittauksen ja ruiskutuksen aikana. LSR-koneen ruuvi on suunniteltu erityisesti nestemäisen, matalaviskoosisen materiaalin käsittelyyn. Siinä on tyypillisesti alhainen puristussuhde ja sulkuventtiili suuttimen kärjessä estämään alhaisen viskositeetin silikonin kuolaaminen laukausten välillä. Tynnyrin lämpötilan säätö on kriittinen; jopa pieni tynnyrin lämpötilan nousu voi aloittaa ennenaikaisen silloittumisen, joka tukkii järjestelmän ja aiheuttaa kalliita seisokkeja.
Lämmitetty muotti ja kiinnitysyksikkö
LSR-koneen muotti kuumennetaan sähköisesti vulkanointilämpötilaan ja säilytetään tiukasti lämpötasaisesti kaikissa onteloissa. Kiinnitysyksikön, joka pitää muotin kiinni ruiskutuspainetta vastaan, on annettava riittävä voima välähdyksen estämiseksi, koska LSR:n viskositeetti on erittäin alhainen ja se tunkeutuu pieniinkin rakoihin leikkauslinjassa. LSR-muottien puristusvoimat lasketaan osan ennakoidun pinta-alan ja ruiskutuspaineen perusteella, ja ne ovat tyypillisesti välillä 50-500 tonnia onteloiden lukumäärästä ja osan geometriasta riippuen.
LSR-ruiskuvaluprosessi askel askeleelta
LSR-ruiskuvalusyklin toimintojen järjestyksen ymmärtäminen selventää, miksi koneen jokainen komponentti on suunniteltu sellaiseksi kuin se on.
- Materiaalin mittaus: Rumpupumput imevät komponentit A ja B syöttörummuistaan ja annosteluyksikkö toimittaa ne sekoitusjärjestelmään tarkassa tilavuussuhteessa 1:1.
- Sekoitus: Molemmat komponentit sekoitetaan perusteellisesti staattisessa tai dynaamisessa sekoittimessa, jolloin saadaan homogeeninen, kuplaton seos, joka on valmis ruiskutettaviksi.
- Annostelu: Sekoitettu LSR annostellaan jäähdytettyyn ruiskutussylinteriin, mikä kerää tarkan lyöntimäärän, joka tarvitaan täyttämään kaikki ontelot sekä jakojärjestelmä.
- Muotin sulkeminen: Kiinnitysyksikkö sulkee ja lukitsee muotin täydellä puristusvoimalla ennen ruiskutuksen alkamista.
- Injektio: Ruuvi etenee työntäen LSR:n kylmäkanavajärjestelmän läpi kuumennettuihin muottipesäkkeisiin kontrolloidulla nopeudella ja paineella.
- Vulkanointi: Kuumennettu muotti laukaisee platinakatalysoidun silloitusreaktion. Osa kovettuu muotissa ohjelmoidun viipymäajan - tyypillisesti 15 - 90 sekuntia riippuen seinämän paksuudesta, materiaalilaadusta ja muotin lämpötilasta.
- Muotin avaaminen ja purkaminen: Kun kovettuminen on valmis, muotti avautuu ja osat työnnetään ulos – joko manuaalisesti, ejektorin tapeilla tai robottipurkausjärjestelmällä. Koska LSR-osat ovat joustavia, ne voidaan usein purkaa monimutkaisista geometrioista, mikä olisi mahdotonta jäykillä kestomuoveilla.
LSR-ruiskuvalukoneen tekniset tiedot verrattuna
| Erittely | Tyypillinen alue | Tärkeys |
| Puristusvoima | 50-500 tonnia | Estää välähdyksen alhaisen viskositeetin LSR:ssä |
| Tynnyrin lämpötila | 5°C – 25°C (jäähdytetty) | Estää ennenaikaisen kovettumisen tynnyrissä |
| Muotin lämpötila | 150°C - 220°C | Säätelee kovettumisnopeutta ja osan ominaisuuksia |
| Mittaussuhteen tarkkuus | ±0,5 % tai parempi | Varmistaa täydellisen ja tasaisen kovettumisen |
| Laukauksen äänenvoimakkuus | 0,1 cm³ – 3 000 cm³ | Määrittää osan koon ja kaviteetin määrän |
| Kovettumisjakson aika | 15-90 sekuntia | Vaikuttaa tuotantoon ja tuotantokustannuksiin |
| Onteloiden lukumäärä | 1-128 | Skaalaa tuotannon suuria määriä varten |
LSR-ruiskuvalukoneisiin perustuvat teollisuudenalat ja sovellukset
LSR:n ainutlaatuinen ominaisuuksien yhdistelmä – bioyhteensopivuus, lämmönkestävyys -60°C:sta yli 200°C:een, sähköeristys, kemiallinen kestävyys ja optinen kirkkaus tietyissä laatuluokissa – tekee siitä materiaalin valinnan monilla vaativilla aloilla.
Lääketieteelliset ja terveydenhuollon laitteet
LSR:ää käytetään laajalti lääketieteellisissä sovelluksissa, koska se voidaan steriloida autoklaavilla, gammasäteilyllä tai etyleenioksidilla hajoamatta. LSR-ruiskuvalukoneet tuottavat komponentteja, kuten hengityssuojaimia, ruiskutulppia, katetrin kärkiä, implantoitavia tiivisteitä, peristalttisia pumppuletkuja ja vauvojen ruokintatuotteita. Lääketieteelliset LSR-formulaatiot täyttävät ISO 10993 bioyhteensopivuusstandardit, ja ruiskuvaluprosessin suljettu, kontaminaatiovapaa luonne tekee siitä sopivan puhdastilavalmistukseen.
Autojen komponentit
Autoteollisuudessa LSR:ää käytetään sytytystulppien suojuksiin, läpivientien tiivisteisiin, liittimien tiivisteisiin, tiivisteisiin ja anturikoteloihin, joiden on kestettävä äärimmäisiä lämpötilanvaihteluita ja altistumista öljyille ja polttoaineille. LSR:n korkea lämpöstabiilisuus tekee siitä perinteistä kumia paremmin sopivan moottoritilan osiin, joiden on toimittava luotettavasti kylmäkäynnistyksistä korkeisiin käyttölämpötiloihin.
Kulutuselektroniikka ja puettavat tarvikkeet
Älykellon rannekkeet, korvanappien kärjet, nappikalvot, älypuhelimien vedenpitävät tiivisteet ja näppäimistön näppäinkalvot valmistetaan yleisesti käyttämällä LSR-ruiskuvalua. Mahdollisuus muotoilla LSR:ää monimutkaisilla geometrioilla tiukoilla toleransseilla – ja kaikissa väreissä – tekee siitä ihanteellisen kuluttajatuotteisiin, joissa sekä suorituskyky että estetiikka ovat tärkeitä.
Vauvojen ja elintarvikkeiden kontaktituotteet
Tuttipullon nännit, tutit, hammastankit ja keittiölaitteiden elintarviketiivisteet valmistetaan LSR:ssä, koska materiaali ei sisällä BPA:ta, ftalaatteja ja muita haitallisia pehmittimiä. Se kestää toistuvia sterilointijaksoja, säilyttää joustavuuden alhaisissa lämpötiloissa eikä ime makuja tai hajuja - kaikki kriittiset ominaisuudet elintarvikkeiden kanssa kosketukseen ja pikkulasten sovelluksiin.
Tekijät, jotka on otettava huomioon valittaessa LSR-ruiskuvalukonetta
Oikean valinta LSR ruiskuvalukone edellyttää erityisten tuotantovaatimusten, materiaaliominaisuuksien ja laatutavoitteiden huolellista arviointia. Väärän koneen ostaminen sovellukseesi aiheuttaa laatuvirheitä, liiallista romua ja tuotantotavoitteiden saavuttamisen vaikeuksia.
- Osan koko ja paino: Koneen ruiskutusyksikkö on mitoitettava siten, että se tuottaa tarkan lyöntimäärän, joka tarvitaan osasi ja onteloiden lukumäärän mukaan. Ylisuuret ruiskutusyksiköt vähentävät pienten osien annostelutarkkuutta; alamittaiset yksiköt eivät voi täyttää suuria tai monionteloisia muotteja.
- Mittaustarkkuus: Kriittisten sovellusten, kuten lääketieteellisten tai elintarvikkeiden kanssa kosketuksiin joutuvien osien, osalta vaaditaan ±0,5 % tai parempi mittaustarkkuus. Tarkista mittausjärjestelmän tekniset tiedot ja pyydä toimittajalta dokumentoituja prosessikykytietoja.
- Kylmäkanava tai jätekanavajärjestelmä: LSR:n kylmäkanavajärjestelmät (jotka pitävät jakokanavan materiaalin kovettumattomana ja kierrätettävänä tai ruiskutettavana) vähentävät merkittävästi materiaalihävikkiä ja ovat vakiona suurivolyymeissä tuotantokoneissa. Varmista juoksujärjestelmän yhteensopivuus muottisi kanssa.
- Yhteensopivuus puhdastilojen kanssa: Lääketieteellisten laitteiden tuotantoa varten koneen on oltava yhteensopiva puhdastila-asennuksen kanssa – ruostumattomasta teräksestä tai pinnoitetuista pinnoista, mahdollisimman vähän hiukkasten muodostusta ja yhteensopivuus puhdastilapuku- ja pääsyprotokollien kanssa.
- Automaatiointegraatio: Suuren volyymin LSR-tuotanto hyötyy merkittävästi integroidusta robottimuotista purkamisesta, näkötarkastusjärjestelmistä ja kuljetinpohjaisesta osien käsittelystä. Varmista ennen ostamista, että koneen käyttöliittymä on yhteensopiva automaatiovaatimustesi kanssa.
- Tyhjiöilmanpoistokyky: Poikkeuksellista pintalaatua vaativien osien tai optisen LSR:n käsittelyyn tarkoitettujen osien muottipesä on tyhjennettävä ennen injektointia jääneen ilman poistamiseksi. Varmista, että koneen ja muotin rakenne tukevat tyhjiöilmanvaihtoa, jos se on tarpeen sovelluksessasi.
LSR-ruiskuvalukoneiden edut vaihtoehtoisiin silikoninkäsittelymenetelmiin verrattuna
LSR-ruiskuvalu kilpailee puristusmuovauksen ja siirtomuovauksen kanssa silikonikumiosien valmistusmenetelminä. Jokaisella menetelmällä on paikkansa, mutta LSR-ruiskuvalu tarjoaa merkittäviä etuja keskisuurten ja suurten tarkkuuskomponenttien tuotannossa.
- Kierrosaika: LSR-ruiskuvalujaksoajat ovat huomattavasti lyhyempiä kuin puristusmuovaus, erityisesti ohutseinämäisille osille, mikä mahdollistaa paljon suuremman suorituskyvyn vuoroa kohden.
- Mittojen johdonmukaisuus: Suljettu, automatisoitu ruiskutusprosessi tuottaa paljon tiukemmat mittatoleranssit kuin avoimen muotin puristusprosessit, joihin vaikuttavat käyttäjän vaihtelevuus materiaalien sijoittamisessa ja muotin sulkemisessa.
- Materiaalijätteet: Kylmäkanava-LSR-ruiskutusjärjestelmät eivät tuota käytännössä lainkaan materiaalihukkaa, koska kovettumaton jakoputkimateriaali ruiskutetaan uudelleen. Puristus- ja siirtomuovaus synnyttävät merkittävää salama- ja juoksijaromua.
- Automaatiopotentiaali: LSR-ruiskuvalu on täysin yhteensopiva robottiautomaation kanssa, mikä mahdollistaa suurten osien valotuotannon. Puristusmuovaus on luonnostaan työvoimavaltaisempaa.
- Monikomponenttivalu: LSR ruiskuvalukones can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
LSR-koneiden huolto- ja käyttönäkökohdat
LSR-ruiskuvalukoneet vaativat kurinalaista huoltoa materiaalin kertymisen, tynnyrin sisällä kovettumisen ja annosteluliikkeen estämiseksi. Jokaisen tuotantoajon lopussa materiaalinsyöttöjärjestelmä on puhdistettava perusteellisesti huuhteluaineella tai neutraalilla silikonipohjalla kaiken sekalaisen LSR:n poistamiseksi ennen kuin se kovettuu linjojen, sekoittimen tai tynnyrin sisällä. Injektiojärjestelmän sisällä oleva kovettunut silikoni on äärimmäisen vaikea poistaa ja vaatii tyypillisesti vahingoittuneiden komponenttien täydellisen purkamisen.
Annostelupumput tulee kalibroida säännöllisesti - vähintään jokaisen materiaalinvaihdon yhteydessä - varmistaakseen, että suhde 1:1 säilyy tarkasti. Muotin lämpötilansäätimet ja lämmityselementit tulee tarkastaa säännöllisesti kalibroinnin poikkeaman ja hotspotin kehittymisen varalta, koska epätasaiset muotin lämpötilat aiheuttavat epäjohdonmukaista kovettumista ja osien vääntymistä. Kun asianmukaiset huoltoprotokollat ovat käytössä, hyvin määritelty LSR-ruiskuvalukone tuottaa luotettavaa ja korkealaatuista tuotantoa useiden vuosien ajan.