Miksi tyhjiö muuttaa kaiken kumin vulkanoinnissa
Kumin vulkanointia – polymeeriketjujen silloitusprosessia lämmön ja paineen avulla raakakumin muuttamiseksi kestäväksi, elastiseksi materiaaliksi – on teollisesti käytetty yli 180 vuoden ajan. Silti tyhjiöteknologian käyttöönotto vulkanointiprosessissa on yksi merkittävimmistä parannuksista nykyaikaisessa kuminvalmistuksessa. A tyhjiökumin vulkanointikone poistaa ilman ja loukkuun jääneet kaasut kumisekoituksesta ja muotin ontelosta ennen kovettumista ja sen aikana, eliminoiden huokoisuuden, tyhjiöt ja pintavirheet, joita ilmakehän painevulkanointi väistämättä tuottaa tarkkuuskomponenteissa.
Tuloksena on mitattavasti ylivoimainen tuote: tiheämmät ristikytkentäverkot, parannetut mekaaniset ominaisuudet, parempi mittatarkkuus ja virheetön pinnat – kaikki kriittistä sovelluksissa, joissa kumikomponenttien vaurioilla on turvallisuus- tai säädösvaikutuksia. Tarkkuuskumiosien kysynnän kasvaessa auto-, ilmailu-, lääke- ja elektroniikkasektoreilla tyhjiövulkanointikoneet ovat siirtyneet erikoislaitteista valtavirran teollisiin työkaluihin.
Vulkanointiprosessi: perinteinen vs. tyhjiö
Tyhjiövulkanoinnin arvon ymmärtämiseksi on hyödyllistä tutkia tarkasti, missä perinteiset menetelmät jäävät vajaaksi.
Perinteinen puristus- tai siirtomuovaus
Normaalissa puristus- tai siirtovulkanoinnissa kumiseos asetetaan kuumennettuun muottiin ja painetaan materiaalin pakottamiseksi muotin onteloon. Ilmalla, joka on loukussa seoksen sisällä tai seos-muotin rajapinnassa, ei ole pakotietä. Kun lämpötila nousee ja silloittuminen alkaa, tämä loukkuun jäänyt ilma muodostaa mikroonteloita – huokosia, rakkuloita ja pinnan kuoppia – jotka vähentävät osan tiheyttä, vetolujuutta ja väsymisikää. Ei-kriittisten kulutustuotteiden osalta tämä huononeminen on hyväksyttävää. Tiivisteiden, kalvojen, lääkinnällisten laitteiden komponenttien ja ilmailu- ja avaruusalan tiivisteiden osalta se ei ole.
Tyhjiöavusteinen vulkanointi
Tyhjiökumin vulkanointikoneessa käytetään hallittua tyhjiötä - tyypillisesti alueella -0,08 - -0,098 MPa (noin -80 - -98 kPa) — muotin onteloon ennen yhdisteen ruiskuttamista tai puristamista ja ylläpitää tätä tyhjiötä kovettumisen alkuvaiheissa. Tämä tyhjennys poistaa liuenneet kaasut kumimatriisista, eliminoi rajapinnan ilmataskut ja alentaa kosteuden kiehumispistettä yhdisteen sisällä vetäen sen pois ennen lämmön käyttöä. Kovetusjakso etenee sitten sekä tyhjiössä että käytetyssä paineessa, jolloin saadaan täysin tiivistynyt, tyhjä osa.
Tyhjiövulkanoinnin tärkeimmät tekniset edut
Tyhjiövulkanoinnin suorituskykyedut ovat mitattavissa useilla laatu- ja prosessimittareilla:
- Huokoisuuden ja aukkojen poistaminen — Tyhjiöpoisto poistaa jääneen ilman ennen kuin geeliytys lukitsee sen paikoilleen. Osat saavuttavat suhteelliset tiheydet, jotka lähestyvät yhdisteen teoreettista maksimiarvoa, mikä tarkoittaa suoraan parantunutta vetolujuutta, murtovenymää ja väsymiskestävyyttä.
- Ylivoimainen pintalaatu — Ilman muotin ja kumin rajapinnalle jäänyttä ilmaa, valmiit pinnat ovat sileitä, kosmeettisesti puhtaita ja pisteettömät. Tämä on erityisen tärkeää optisten silikonilinssien, lääketieteellisten letkujen ja kuluttajille suunnattujen kumituotteiden kohdalla, joissa estetiikka vaikuttaa havaittuun laatuun.
- Parempi mittatarkkuus — Tyhjiötön tiivistäminen tuottaa osia, jotka mukautuvat tarkasti muotin geometriaan. Kutistuminen on ennakoitavampaa ja tasaisempaa, mikä vähentää kovettumisen jälkeistä mittavaihtelua – keskeinen etu O-renkaille, tiivisteille ja tiukasti muotoilluille osille.
- Parannettu yhdisteen virtaus monimutkaisissa geometrioissa — Tyhjiöveto auttaa yhdistelmän liikkumista syviin alaviivoihin, ohuisiin osiin ja monimutkaisiin muottiominaisuuksiin, joita ilmanpaineruiskutus yrittää täyttää kokonaan.
- Alennetut romu- ja korjaustyömäärät — Poistamalla valetun kumin visuaalisten ja rakenteellisten vikojen ensisijaisen syyn tyhjiövulkanointi alentaa merkittävästi tarkkuuskomponenttien hylkäysastetta, mikä parantaa laitteiden yleistä tehokkuutta (OEE) kumin muovausoperaatioissa.
- Yhteensopivuus kosteusherkkien yhdisteiden kanssa — Silikonikumi, EPDM ja tietyt erikoiselastomeerit ovat erityisen herkkiä jäännöskosteudelle kovettumisen aikana. Tyhjiökaasunpoisto ennen kuumennusta poistaa tämän kosteuden tehokkaasti ja estää höyryn aiheuttaman huokoisuuden muodostumisen kovettuneessa osassa.
Tyhjiökumin vulkanointikoneiden tyypit
Tyhjiövulkanointilaitteita on saatavana useissa eri kokoonpanoissa, joista jokainen sopii erilaisiin tuotantomitoihin, kumityyppeihin ja osien geometrioihin.
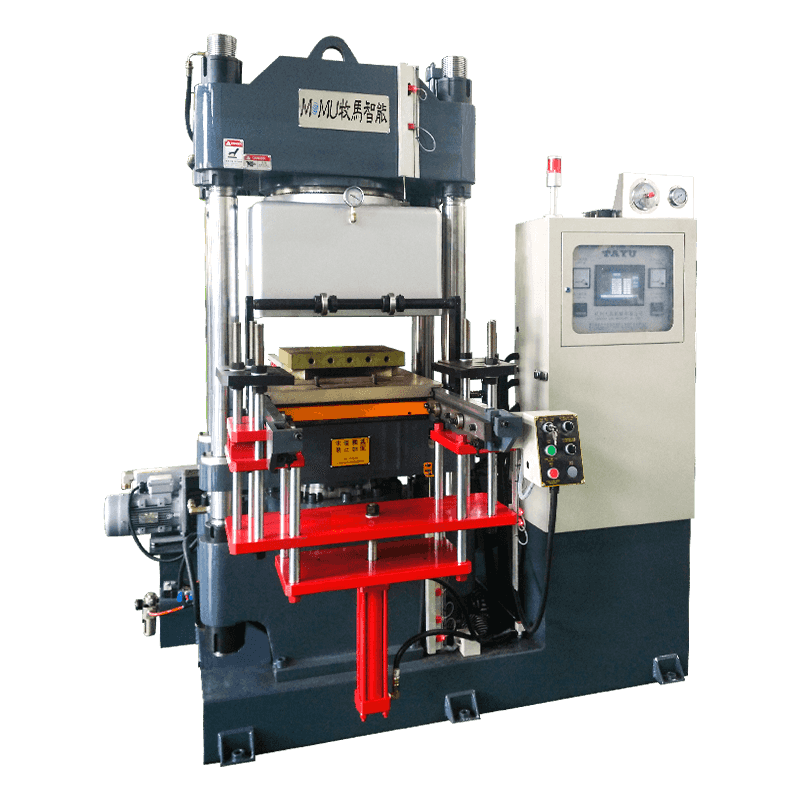
Tyhjiöpuristuspuristin
Yleisimmin käytetty konfiguraatio eräkumin muovauksessa. Hydraulinen puristin lämmitetyillä levyillä puristaa muotin; tyhjiöpiiri - integroituna muottiin tai levitettynä perifeerisen tyhjökammion kautta - tyhjentää ontelon ennen sulkemista ja sen aikana. Soveltuu tasaisille pehmusteille, levyille, tiivisteille ja suhteellisen yksinkertaisille muotoilluille profiileille. Levyjen lämpötilat vaihtelevat tyypillisesti välillä 150 °C - 200 °C , hydraulisilla paineilla 10-200 tonnia riippuen osan koosta ja seoksen viskositeetista.
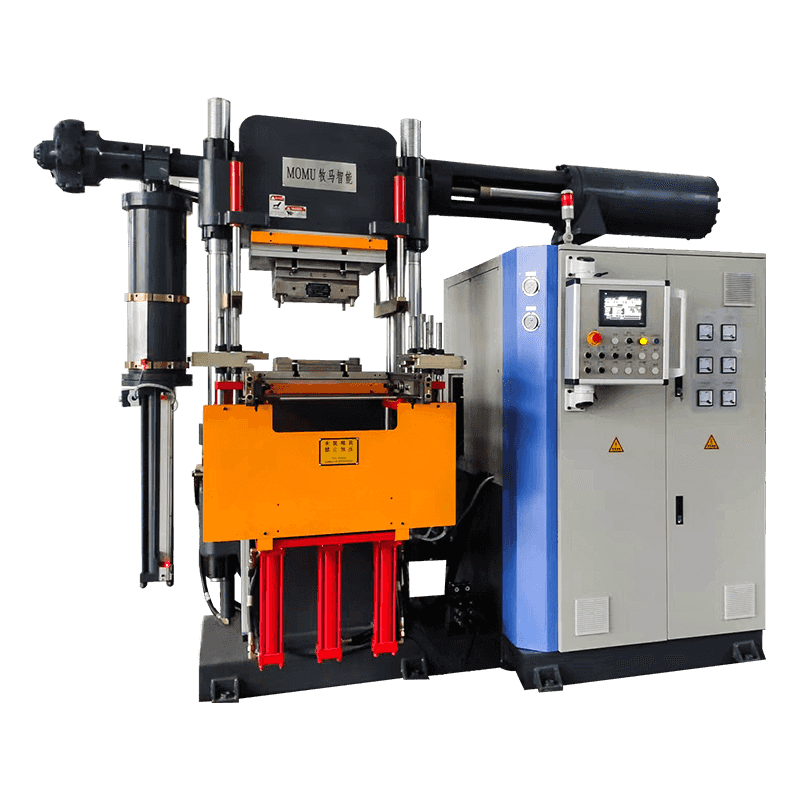
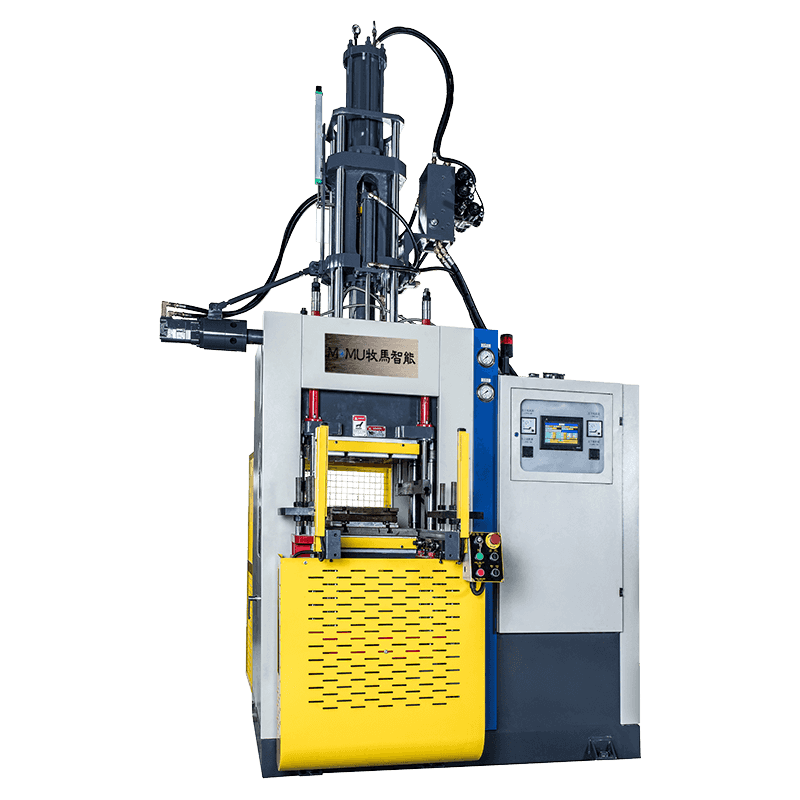
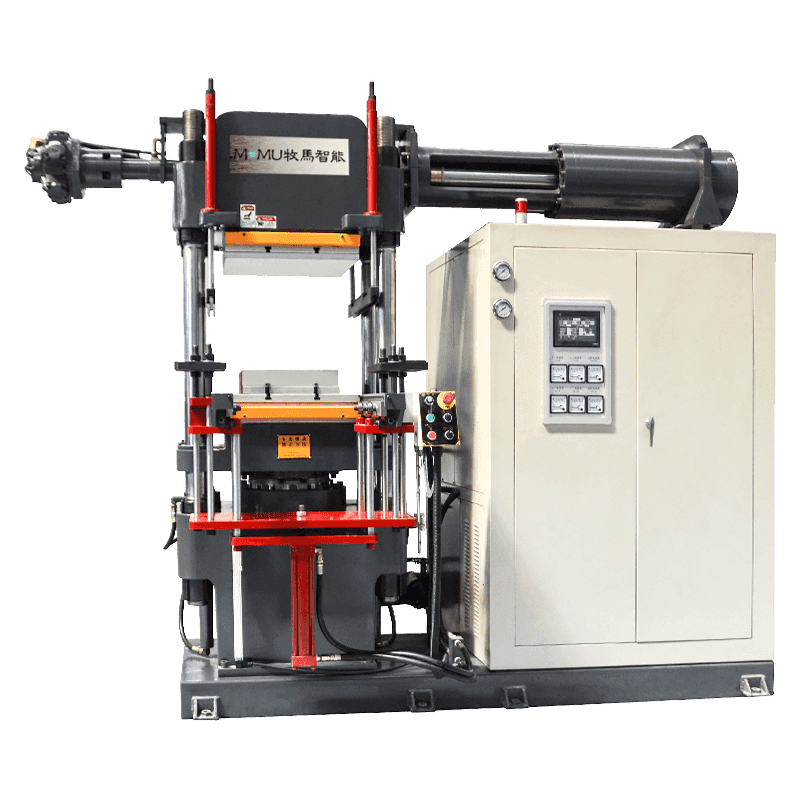
Tyhjiö ruiskuvalukone
Yhdistää tyhjiöontelon tyhjennyksen esipehmitetyn kumiyhdisteen ruiskutukseen paineen alaisena. Muotti suljetaan ja tyhjennetään ennen ruiskutuksen aloittamista, sitten yhdiste ruiskutetaan tyhjennettyyn onteloon. Tämä kokoonpano tarjoaa parhaan mittayhdenmukaisuuden monimutkaisille kolmiulotteisille osille, joita valmistetaan suuria määriä – autojen tiivisteet, liittimien läpiviennit ja lääketieteellisten laitteiden komponentit ovat tyypillisiä sovelluksia. Jaksoajat ovat lyhyempiä kuin puristusmuovaus, koska seoksen annostus on tarkka ja täyttö on nopeampi.
Tyhjiöautoklaavivulkanointilaite
Käytetään suuriin, epäsäännöllisen muotoisiin kumiosiin – letkuihin, liikuntasaumoihin, kumipäällysteisiin putkiin ja komposiittikokoonpanoihin – joita ei voida sovittaa tavanomaiseen puristusmuotiin. Osa asetetaan tyhjiöpussiin tai suljettuun kammioon, tyhjennetään ja sitten altistetaan korotetulle lämpötilalle ja paineelle (höyry tai kuuma ilma) autoklaaviastiassa. Yleinen ilmailu- ja avaruuskumin liimauksessa ja suurissa teollisissa kumipinnoitussovelluksissa. Jaksoajat ovat pidempiä, mutta prosessissa on osien geometrioita, joita mikään muu menetelmä ei pysty käsittelemään.
Tyhjiölevyn vulkanointipuristin (kuljetinhihnatyyppi)
Suunniteltu erityisesti kumisten kuljetinhihnojen, lattialevyjen ja leveiden litteiden tuotteiden vulkanointiin. Useat lämmitetyt levyt puristavat jatkuvasti syötettyä hihnaa tai arkkia samalla, kun puristusvyöhykkeelle kohdistetaan tyhjiö. Yleistä hihnakuljettimen valmistuksessa ja kumilattiatuotannossa, jossa leveys voi ylittää 2000 mm ja vaaditaan jatkuvaa läpimenoa.
Järjestelmän ydinkomponentit
Tyhjiökumin vulkanointikone integroi useita osajärjestelmiä, joiden on toimittava koordinoidusti tasaisen kovettumisen laadun saavuttamiseksi.
| Alajärjestelmä | Toiminto | Avaimen määritys |
|---|---|---|
| Tyhjiöpumppujärjestelmä | Evakuoi muotin ontelon tavoitepaineeseen | Tavoite: ≤–0,095 MPa; pyörivä siipi tai nesterengaspumppu |
| Lämmityslevyt / kammio | Toimita ja ylläpidä kovettumislämpötila tasaisesti | ±1–2°C tasaisuus; sähköllä tai höyryllä lämmitettynä |
| Hydraulinen kiinnitysjärjestelmä | Käyttää ja pitää muotin sulkemispaineen | Tonnimäärä sovitettu osan pinta-alaan ja yhdisteen viskositeettiin |
| Tyhjiötiivistysjärjestelmä | Säilyttää tyhjiön eheyden kovettumisjakson aikana | O-rengas tai labyrinttitiivisteet muotin jakolinjassa |
| PLC-ohjausjärjestelmä | Sekvensoi tyhjiö-, lämpötila- ja painetapahtumat | Ohjelmoitavat kovettumisprofiilit; tiedon kirjausmahdollisuus |
| Muotin lämpötilan säädin | Nopea lämpeneminen ja tarkka lämpötilan säätö | PID-ohjattu; vasteaika <30 sekuntia |
Teolliset sovellukset
Kumin tyhjiövulkanointikoneita käytetään aina, kun perinteinen vulkanointi tuottaa ei-hyväksyttäviä vikoja tai missä materiaalien ominaisuuksien on täytettävä tiukat suorituskykystandardit.
Autojen tiivistysjärjestelmät
Moottoritilan tiivisteet, ovien ja ikkunoiden tiivisteet, polttoainejärjestelmän O-renkaat ja jarrujärjestelmän kalvot ovat suurimpia sovelluksia. Yksi henkilöauto sisältää yli 400 yksittäistä kumitiivistekomponenttia , joista monien on täytettävä nollavuotostandardit yli 150 000 km:n käyttöiän aikana. Tyhjiömuovaus varmistaa poikkileikkauksen aukoton, mikä mahdollistaa tämän.

Lääketieteelliset ja farmaseuttiset laitteet
Lääketieteellisten laitteiden silikonikumikomponentit – letkut, tulpat, kalvot, peristalttiset pumppuelementit ja implantoitavat osat – vaativat ehdottoman huokoisuuden ja kontaminoitumattomuuden. Tyhjiövulkanointi on hyväksytty standardiprosessi lääketieteellisen silikonin muovauksessa, ja luokkien II ja III lääkinnällisiä laitteita koskevissa säädöksissä viitataan yleensä tyhjiökäsittelyyn osana validoitua valmistusprotokollaa.
Ilmailu ja puolustus
Lentokoneiden ovien tiivisteiden, matkustamon painetiivisteiden, polttoainejärjestelmän elastomeerien ja tärinäneristyskiinnikkeiden on täytettävä AS9100- ja MIL-spec-vaatimukset, jotka koskevat nimenomaisesti huokoisuutta ja mittatoleranssia. Tyhjiöautoklaavivulkanointi on vakiomenetelmä ilmailu- ja avaruuskäyttöön tarkoitetuissa kumiliitoskokoonpanoissa ja suurikokoisissa elastomeerikomponenteissa.
Elektroniikka ja puolijohteet
Silikoninäppäimistöt, johtavat elastomeerikoskettimet, EMI-suojatiivisteet ja optiset silikonilinssit LED-sovelluksiin hyötyvät kaikki tyhjiömuovauksesta. Näiden komponenttien huokoisuus aiheuttaa sähkövastuksen vaihtelua, optista sirontaa ja ennenaikaista mekaanista vikaa – vikoja, jotka tyhjiövulkanointi eliminoi prosessitasolla sen sijaan, että turvautuisi jälkitarkastukseen ja lajitteluun.
Teollisuusletkut ja kuljetinjärjestelmät
Korkeapaineiset hydrauliletkut, kemikaalien siirtolinjat ja kuljetinhihnat, jotka toimivat hankaavissa tai kemiallisesti aggressiivisissa ympäristöissä, vaativat tiheitä, tyhjiä kumirakenteita saavuttaakseen nimellispurkauspaineiden ja käyttöiän. Tyhjiöautoklaavi- tai tyhjiölevypuristinvulkanointi tarjoaa näiden sovellusten vaatiman konsolidointilaadun.
Prosessiparametrit ja kovetussyklin suunnittelu
Tyhjiövulkanoinnin kovettumissykli sisältää tarkasti järjestetyn tapahtumasarjan. Poikkeamat optimoidusta järjestyksestä – erityisesti tyhjiön ajoitus suhteessa lämpötilaramppiin – vaikuttavat suoraan osien laatuun.
- Muotin lataus ja ensimmäinen sulkeminen — Seos ladataan ja muotti suljetaan "säröillä" olevaan asentoon (osittain suljettu), jotta tyhjiöveto ilman täyttä puristusta sallitaan.
- Tyhjiösovellus — Tyhjiöpumppu tyhjentää muotin ontelon tavoitepaineeseen (tyypillisesti ≤–0,09 MPa). Tämä vaihe kestää tyypillisesti 30-120 sekuntia ontelon tilavuudesta ja yhdistekaasupitoisuudesta riippuen. Tyhjiö on saavutettava ennen kuin merkittävä lämmönsiirto yhdisteeseen alkaa — ennenaikainen kuumennus käynnistää silloittumisen ennen kuin kaasunpoisto on valmis.
- Täysi muotin sulkeminen tyhjiössä — Kun tavoitetyhjiö on vahvistettu, käytetään täyttä hydraulista puristuspainetta. Yhdiste virtaa tyhjennettyyn onteloon yhdistetyn tyhjiövedon ja mekaanisen paineen alaisena.
- Isoterminen kovetus — Muotin lämpötila pidetään määritellyssä kovettumislämpötilassa (tyypillisesti 150–180 °C NR/SBR-yhdisteille; 170–200 °C silikonille) laskennallisen t90-kovetusajan ajan – aika, joka saavutetaan 90 %:n maksimiristisidostiheydestä, määritettynä reometrianalyysillä.
- Paineenpoisto ja irrotus — Kovettumisen jälkeen puristuspaine vapautetaan, tyhjiö ilmataan ja muotti avataan osien poistamista varten. Jälkikovettuva toissijainen vulkanointi uunissa voidaan määrittää tietyille silikoni- ja fluoroelastomeeriyhdisteille silloittumisen loppuunsaattamiseksi ja kovettumisen sivutuotteiden poistamiseksi.
Laitteen valintakriteerit
Oikean valinta tyhjiövulkanointikone tietylle sovellukselle edellyttää useiden toisistaan riippuvien tekijöiden arviointia. Tämän päätöksen liiallinen yksinkertaistaminen johtaa joko alimääritettyihin laitteisiin, jotka eivät voi saavuttaa vaadittua laatua, tai ylisuunniteltuihin koneisiin, joiden kykyjä ei koskaan hyödynnetä.
- Osan koko ja geometria — Litteät tai yksinkertaiset profiilit sopivat puristuspuristinkokoonpanoihin; monimutkaiset kolmiulotteiset osat vaativat ruiskuvalukykyä; suuret tai epäsäännölliset muodot vaativat autoklaavikäsittelyn.
- Kumiseostyyppi — Silikonilla, EPDM:llä, NBR:llä, fluorielastomeerilla ja luonnonkumilla on kullakin erilliset kovettumislämpötilat, paineet ja tyhjiöherkkyysvaatimukset, jotka vaikuttavat koneen spesifikaatioihin.
- Tuotantomäärä — Suuri tuotantomäärä oikeuttaa investoimaan monionteloisiin ruiskupuristimiin, joissa on automaattinen purku. Pienten volyymien tai prototyyppityötä palvelevat paremmin pienemmät, joustavat pakkausyksiköt.
- Tyhjiön syvyys ja pitoaika — Sovellukset, joissa käytetään erittäin viskoosisia yhdisteitä tai runsaasti kaasua sisältäviä formulaatioita, vaativat syvemmän tyhjiön (lähempänä –0,098 MPa:a) ja pitempiä tyhjennysaikoja ennen kovettumisen aloittamista.
- Lämpötilan tasaisuuserittely — Tiiviit lääketieteen ja ilmailun osat vaativat levyn lämpötilan tasaisuuden vähintään ±1 °C; yleiset teolliset sovellukset voivat hyväksyä ±3–5 °C.
- Automaatio- ja tiedonkeruuvaatimukset — Säännellyt teollisuudenalat (lääketieteellinen, ilmailu, elintarvikekontakti) edellyttävät täydellistä prosessiparametrien kirjaamista, jäljitettävyyttä eräkohtaisesti ja PLC-ohjattuja kovetusprofiileja, joita ei voida ohittaa manuaalisesti tuotannon aikana.
Ennen laitteiden hankintaa suoritettu kattava prosessiauditointi – jossa tarkastellaan yhdisteiden koostumusta, osien suunnittelua, laatuvaatimuksia ja tuotantomäärää – välttää kalliit spesifikaatiovirheet ja varmistaa, että valittu kone tuottaa vaaditun tehon käyttöönoton jälkeen.