Kumin puristusmuovaus on yksi vanhimmista ja laajimmin käytetyistä prosesseista kumiosien valmistuksessa, ja tämän prosessin keskiössä oleva kone - kumin puristusmuovauskone - on edelleen tuotantolinjojen kulmakivi auto-, ilmailu-, teollisuustiivistys- ja kulutustavarasektoreilla. Huolimatta ruisku- ja siirtomuovaustekniikoiden noususta, puristusmuovaus kestää sen yksinkertaisuuden, työkalujen kustannusetujen ja soveltuvuuden monenlaisiin kumiyhdisteisiin ja osien geometrioihin. Vulkanoitujen kumituotteiden parissa työskenteleville insinööreille, hankintapäälliköille ja tehtaiden käyttäjille on tärkeää ymmärtää, miten nämä koneet toimivat, mikä erottaa korkealaatuiset laitteet keskimääräisistä ja kuinka sovittaa koneen tekniset tiedot tuotantotarpeisiisi.
Mitä kumin puristusmuovauskone tekee
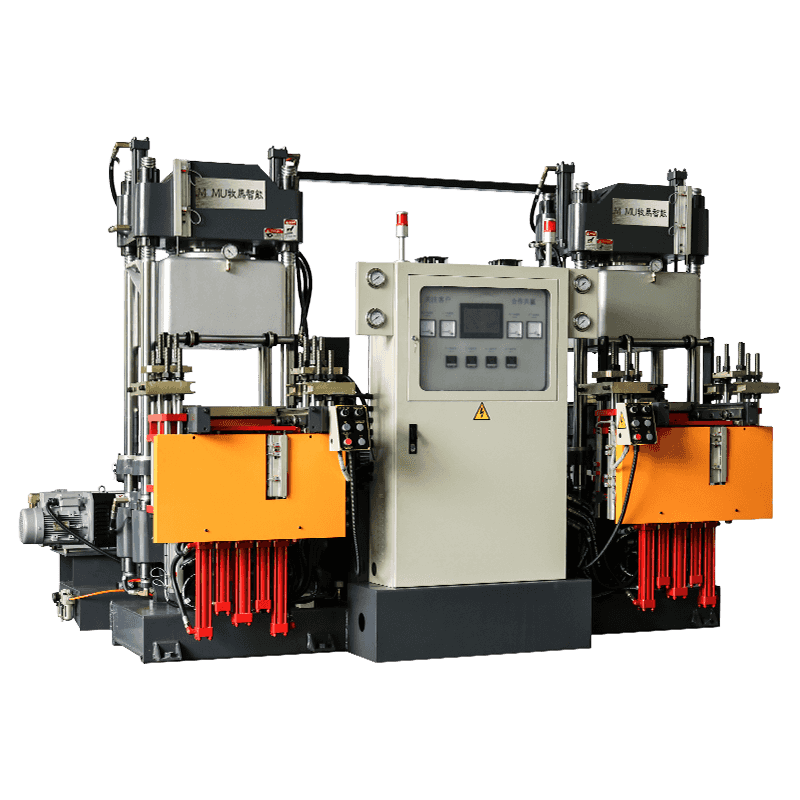
A kumin puristusmuovauskone kohdistaa kontrolloitua lämpöä ja painetta ennalta mitattuun kovettumattoman kumiyhdisteen panokseen, joka on sijoitettu suoraan avoimeen muottipesään. Kun kone sulkee muotin hydraulisella paineella, kumi pakotetaan mukautumaan ontelon muotoon. Jatkuva lämpö – tyypillisesti 150–200 °C yhdisteestä riippuen – laukaisee vulkanoinnin, kemiallisen silloitusprosessin, joka muuttaa pehmeän, taipuisan kumiyhdisteen kestäväksi, joustavaksi viimeistellyksi osaksi. Kun kovetusjakso on valmis, muotti aukeaa ja osa poistetaan, mikä vaatii usein manuaalista huuhtelua leikkauslinjaan valuneen ylimääräisen materiaalin leikkaamiseksi.
Puristusmuovausprosessi sopii erityisen hyvin luonnonkumille, EPDM:lle, silikonille, neopreenille, nitriilille (NBR) ja fluorielastomeereille (FKM/Viton). Sitä käytetään yleisesti tiivisteiden, tiivisteiden, O-renkaiden, tärinänvaimentimien, kalvojen, holkkien ja mukautettujen kumiprofiilien valmistukseen. Koska muotti on auki lataamisen aikana, puristusmuovaukseen mahtuu kudosvahvistettu kumi, metalli-kumiliitokset ja insertit luonnollisemmin kuin ruiskupuristusprosessit, joten se on suositeltava menetelmä monimutkaisille kumikomposiittikomponenteille.
Kumin puristusmuovauskoneen ydinkomponentit
Puristusmuovauskoneen pääkomponenttien ymmärtäminen selventää sekä sen toimintaperiaatteet että tärkeimmät laatutekijät, jotka on arvioitava vertailtaessa eri valmistajien malleja.
Hydraulijärjestelmä
Hydraulijärjestelmä on koneen voimaa tuottava sydän. Hydraulipumppu ajaa nestettä sylintereihin, jotka aktivoivat liikkuvan levyn, luoden puristusvoiman, joka sulkee muotin ja ylläpitää painetta koko kovettumisjakson ajan. Puristusvoima mitataan tonneissa ja se määrittää suoraan suurimman muotin koon ja onkalopaineen, joka on saavutettavissa. Koneet vaihtelevat pienistä 10-50 tonnin pöytäkoneista laboratorio- ja prototyyppityöhön suuriin yli 1 000 tonnin tuotantopuristimiin auto- ja teollisuusosien valmistukseen. Hydraulijärjestelmän paineen pysyvyys kovettumisen aikana on kriittinen — vaihtelut aiheuttavat mittavaihteluita valmiissa kappaleessa ja voivat johtaa epätäydelliseen täyttöön tai tyhjiin kumeihin.

Lämmitetyt lautaset
Ylä- ja alalevyt ovat litteitä, tarkkuushiottuja metallilevyjä, jotka pitävät muotin puolikkaat ja siirtävät niihin lämpöä. Levyt lämmitetään sisältä sähkövastuselementeillä, höyryllä tai kuumalla öljyllä. Sähkölämmitys on yleisin nykyaikaisissa koneissa sen tarkan ohjattavuuden ja huollon helppouden ansiosta. Höyrylämmitys tarjoaa nopeat lämpenemisnopeudet, mutta vaatii infrastruktuurin ja paineenhallintajärjestelmiä. Lämpötilan jakautumisen tasaisuus levyn pinnalla on yksi tärkeimmistä puristusmuovauskoneen laatuindikaattoreista – yli ±3°C:n lämpötilan vaihtelu levyn poikki voi aiheuttaa epätasaisen kovettumisen, jolloin osien kovuus, tiheys ja mittatarkkuus ovat epäyhtenäisiä muotin poikki.
Ohjausjärjestelmä
Nykyaikaisissa kumin puristusmuovauskoneissa käytetään PLC- (ohjelmoitava logiikkaohjain) -pohjaisia ohjausjärjestelmiä kosketusnäytöllisillä HMI-paneeleilla (ihmisen ja koneen välinen käyttöliittymä), joiden avulla käyttäjät voivat ohjelmoida ja tallentaa kovettumisreseptejä – lämpötila-, paine- ja aika-asetusten yhdistelmiä tietyille kumiyhdisteille ja osien geometrioille. Kehittyneet koneet tarjoavat monivaiheisen paineensäädön, automaattisen muotinhengitystoiminnon (ohjattu hetkellinen paineen vapautus, jotta sisään jäänyt ilma ja haihtuvat aineet pääsevät pois kovettumisen aikana) ja integrointi tuotannon seuranta- ja laatutietojärjestelmiin. Aloitustason koneet voivat käyttää yksinkertaisempia relepohjaisia tai analogisia ajastin- ja termostaattiohjaimia, jotka rajoittavat tarkkuutta ja jäljitettävyyttä, mutta vähentävät kustannuksia.
Tärkeimmät prosessiparametrit ja niiden vaikutus osien laatuun
Kumin puristusmuovauksen laatua säätelee kolme toisistaan riippuvaista prosessiparametria: lämpötila, paine ja aika. Näiden oikeiden saaminen tietylle kumisekoitukselle ja muottisuunnittelulle on johdonmukaisen tuotannon perusta.
| Parametri | Tyypillinen alue | Liian alhainen vaikutus | Liian korkea vaikutus |
| Lämpötila | 150°C - 200°C | Undercure; pehmeät, heikot osat | Overcure; hauraus, pinnan hajoaminen |
| Paine | 5 – 15 MPa ontelopaine | Epätäydellinen täyttö; huokoisuus; lyhyitä laukauksia | Liiallinen salama; homevaurioita |
| Kovettumisaika | 2–20 minuuttia (yhdisteestä riippuen) | Undercure; tahmeus; huonot mekaaniset ominaisuudet | Reversio (NR:ssä); hukkaan mennyt sykliaika |
Kovettumisaika on yhdistekohtainen, ja se on määritettävä reometritestauksella (käyttämällä instrumentteja, kuten MDR-reometriä) ennen tuotannon aloittamista. Reometri luo kovettumiskäyrän, joka näyttää optimaalisen kovettumisajan (T90 – aika saavuttaa 90 % maksimivääntömomentista) tietylle lämpötilalle. Osien ajaminen T90:llä ylikovettamisen sijaan vähentää syklin aikaa ja energiankulutusta mekaanisista ominaisuuksista tinkimättä. Monet tuotantolaitokset tallentavat reometrin kovetustiedot PLC-kovetusreseptien rinnalle jäljitettävyyden ylläpitämiseksi ja nopean reseptin säätämisen mahdollistamiseksi, kun raaka-aineerät muuttuvat.
Kumin puristusmuovauskoneiden tyypit
Kumin puristusmuovauskoneita on saatavana useissa rakenteellisissa ja toiminnallisissa kokoonpanoissa, joista jokainen sopii erilaisiin tuotantomääriin ja osavaatimuksiin.
- Yhden päivänvalon painallus: Yleisin kokoonpano, jossa on yksi sarja ylä- ja alalevyjä, jotka avautuvat ja sulkeutuvat yhdellä toiminnolla. Yksinkertainen käyttää ja huoltaa, ja se sopii useimpiin tavallisiin kumiosien tuotantoon. Saatavana koot pöytälaboratoriomalleista suuriin teollisuuspuristimiin.
- Monipäiväinen puristin: Sisältää useita muotin avaustasoja (päivävalot), jotka on pinottu pystysuunnassa yhteen puristuskehykseen, mikä mahdollistaa useiden muottien kovetuksen samanaikaisesti yhdellä puristusjaksolla. Lisää merkittävästi tuotantoa koneen jalanjälki kohden, ja sitä käytetään laajalti suuren volyymin tiiviste- ja tiivistetuotannossa.
- Pyörivä pöytäpuristin: Käyttää pyörivää karusellia muottiasemista, jotka indeksoivat lastaus-, puristus- ja purkuasennot. Mahdollistaa jatkuvan toiminnan vähentäen käyttäjän seisokkeja jaksojen välillä, ja se sopii hyvin pienten ja keskisuurten osien tuotantoon.
- Tyhjiöpuristusmuovauskone: Nämä koneet on varustettu tyhjökammiolla muottialueen ympärillä ja poistavat ilmaa muottipesästä ennen sulkemista ja sen aikana. Tämä estää ilman juuttumisen kumiin, mikä on kriittistä silikoniosissa ja muissa sovelluksissa, joissa huokoisuutta ei voida hyväksyä – kuten lääketieteelliset laitteet, elintarvikkeiden kanssa kosketuksiin joutuvat tiivisteet ja korkean suorituskyvyn kalvot.
- Nelipylväinen hydraulipuristin: Käyttää neljää pystysuoraa ohjauspylvästä levyalueen ympärillä tarkan yhdensuuntaisuuden saavuttamiseksi muotin sulkemisen aikana. Suositellaan suurille tai tarkkuusmuotteille, joissa levyn taipuma tai kohdistusvirhe aiheuttaisi epätasaista välähdystä, jakoviivan epäsopivuutta tai mittavaihteluita muotin poikki.
Puristusmuovaus vs. siirto- ja ruiskuvalu kumille
Kumin valmistajat joutuvat usein päättämään, onko puristus, siirto vai ruiskuvalu oikea prosessi tietylle osalle. Jokaisella on selkeät edut ja rajoitukset, jotka tulee arvioida tuotantomäärän, osan monimutkaisuuden, materiaalityypin ja työkalubudjetin perusteella.
| tekijä | Puristus | Siirto | Injektio |
| Työkalukustannukset | Matala | Keskikokoinen | Korkea |
| Kierrosaika | pidempään | Keskikokoinen | Lyhyin |
| Materiaalijätteet | Keskitaso (salama) | Kohtalainen (ruukku/ruukku) | Matala |
| Osan monimutkaisuus | Matala to Medium | Keskikokoinen | Korkea |
| Aseta lista | Erinomainen | Hyvä | Rajoitettu |
| Tilavuuden sopivuus | Matala to medium | Keskikokoinen | Korkea volume |
| Vaaditaan kuljettajan taitoa | Kohtalainen | Kohtalainen | Korkeaer |
Puristusmuovaus säästää jatkuvasti työkalujen kustannuksissa ja terän muovauksen joustavuudessa, minkä vuoksi se on edelleen hallitseva prosessi prototyyppien kehittämisessä, lyhyissä tuotantoajoissa ja osissa, jotka vaativat metallin tai kankaan liittämistä. Erittäin suuren volyymin sovelluksissa, joissa työvoimakustannuksista osaa kohti tulee hallitseva taloudellinen tekijä, ruiskupuristuksen automatisoitu sykli ja minimaalinen välähdystarve oikeuttavat yleensä sen suuremmat laitteisto- ja työkaluinvestoinnit.
Mitä tulee arvioida valittaessa kumin puristusmuovauskonetta
Oikean koneen valinta edellyttää huolellista linjausta tuotetietojen, tuotantomäärien, kumiyhdisteiden ja käyttöympäristön välillä. Alimääriteltyjen laitteiden ostaminen luo pullonkauloja; ylimäärittely hukkaa pääomaa. Seuraavien kriteerien tulisi ohjata vakavaa arviointia:
- Puristusvoima: Laske vaadittu tonnimäärä ennustetun ontelopaineen perusteella (tyypillisesti 7–12 MPa useimmille kumiyhdisteille) kerrottuna kaikkien onteloiden kokonaisprojisoidulla pinta-alalla plus muotin leimahdusalalla. Sisällytä aina vähintään 20 %:n turvamarginaali yhdisteiden ja muottien välisten vaihtelujen huomioon ottamiseksi.
- Levyn koko: Levyn on oltava riittävän suuri, jotta se mahtuu suurimmalle muottillesi, ja sen kaikilla sivuilla on tilaa kiinnitystä ja lämmön tasaisuutta varten. Vakiolevykoot vaihtelevat pienten laboratoriopuristimien 200 × 200 mm:stä 1 200 × 1 200 mm:iin tai suurempiin teollisiin tuotantokoneisiin.
- Lämpötilan tasaisuus: Pyydä valmistajan levyn lämpötilan tasaisuuserittely ja tarkista se itsenäisesti, jos mahdollista. Tarkkuussilikoni- tai lääketieteellisiä kumiosia varten ±2°C tai parempi tasaisuus koko levyn pinnalla on välttämätöntä.
- Avaus päivänvalossa: Avointen levyjen välisen enimmäisetäisyyden on vastattava muotin korkeutta sekä tilaa osien poistoa ja lastausta varten. Riittämätön päivänvalo pakottaa kuljettajat hankalaan asentoon, mikä hidastaa sykliä ja lisää ergonomiariskiä.
- Ohjausjärjestelmän kehittyneisyys: Arvioi, vastaavatko PLC-reseptien tallennus-, tiedonkeruu- ja etävalvontaominaisuudet laadunhallinta- ja jäljitettävyysvaatimuksiasi. Aloilla, kuten autoteollisuudessa (IATF 16949) ja lääketieteessä (ISO 13485), on erityisiä prosessidokumentaatio-odotuksia, joita yksinkertaisemmat koneet eivät voi tukea.
- Myynnin jälkeinen tuki ja varaosien saatavuus: Hydrauliset tiivisteet, lämmityselementit ja ohjauskomponentit kuluvat ajan myötä. Varmista, että valmistaja tai paikallinen jakelija ylläpitää varaosavarastoa ja voi tarjota teknistä tukea tuotantoympäristöäsi varten hyväksyttävien vasteaikkojen kuluessa.
Huoltokäytännöt, jotka pidentävät koneen käyttöikää ja suojaavat osien laatua
Tuotantoolosuhteissa toimiva kumin puristusmuovauskone on alttiina jatkuvalle lämpökierrolle, hydrauliselle painerasitukselle ja kumiyhdisteen kontaminaatiolle. Kurillinen huoltorutiini ei ole valinnainen – se on ero koneen, joka tuottaa tasaisen tehon 20 vuotta, ja sellaisen koneen välillä, joka tuottaa vikoja ja seisokkeja viiden sisällä.
- Päivittäin: Puhdista levypinnat ja muotin erotuspinnat leimahdus- ja seosjäämistä käyttämällä asianmukaista irrotusainetta ja hankaamattomia työkaluja. Tarkasta hydraulinesteen taso ja tarkista, onko sylinterin tiivisteiden ja liitosten ympärillä näkyviä vuotoja. Tarkista levyn lämpötilalukemat kalibroitua termoparia vasten.
- Viikoittain: Tarkista hydraulinesteen kunto ja suodattimen tila. Tarkista ohjauspylväät ja levyn yhdensuuntaisuus. Varmista, että kaikki turvalukot – mukaan lukien hätäpysäytyslaitteet, valoverhot ja paineenalennusventtiilit – toimivat oikein.
- Kuukausittain: Kalibroi lämpötilansäätimet ja termoparit jäljitettävää referenssiä vastaan. Tarkista lämmityselementtien vastus tunnistaaksesi elinkaaren loppua lähestyvät elementit, ennen kuin ne epäonnistuvat tuotannossa. Tarkista, ettei hydraulisylinterien tiivisteissä ole merkkejä itkusta.
- Vuosittain: Täysi hydraulinesteen vaihto ja suodattimen vaihto. Levyn tasaisuuden mittaus ja korjaus tarvittaessa. Täydellinen sähköjärjestelmän tarkastus, mukaan lukien napojen tiiviys, eristysvastus ja PLC-akun vaihto.
Kumin puristusmuovauskone on pitkäaikainen pääomasijoitus, jonka tuotto riippuu yhtä paljon prosessin kurinalaisuudesta kuin koneen laadusta. Oikean konespesifikaation sovittaminen tuotevalikoimaasi, täsmällisten prosessiparametrien määrittäminen kullekin yhdisteelle ja laitteiden ylläpitäminen valmistajan standardien mukaisesti ovat tuottavan ja kustannustehokkaan kumin puristusmuovauksen kolme pilaria. Valmistajille, jotka ymmärtävät tämän yhdistelmän oikein, puristusmuovaus on edelleen yksi luotettavimmista ja taloudellisesti tehokkaimmista saatavilla olevista kuminmuodostusprosesseista.