Mikä on tyhjiökumivulkanointikone?
A tyhjiökumin vulkanointikone on erikoistunut teollisuuspuristin, joka kovettaa raaka- tai kovettumattomia kumiyhdisteitä hallitun lämmön, paineen ja tyhjiön yhdistelmässä. Termi "vulkanointi" viittaa kemialliseen silloitusprosessiin, joka muuttaa pehmeän, taipuisan kumin kestäväksi, joustavaksi ja mittapysyväksi materiaaliksi. Tavallisissa vulkanointipuristimissa pelkkä lämpö ja paine johtavat kovettumisreaktioon. Tyhjiövulkanointikoneissa suljetun tyhjiöympäristön lisääminen poistaa loukkuun jääneen ilman, kosteuden ja haihtuvat kaasut kumimassasta ennen kovettumista ja sen aikana – tuloksena on huomattavasti tiheämpi, tasaisempi ja virheetön lopputuote.
Tyhjiötoiminto ei ole vain lisäominaisuus; se muuttaa olennaisesti kumin valmistuksessa saavutettavia laatutuloksia. Ilmataskut ja kosteussulkeumat ovat yleisimpiä vulkanoitujen kumiosien huokoisuuden, rakkuloiden muodostumisen ja rakenteellisen heikkouden lähteitä. Tyhjentämällä muotin ontelo alipainetasolle, joka on tyypillisesti välillä -0,08 MPa ja -0,1 MPa ennen täyden muovauspaineen kohdistamista, kone eliminoi nämä viat niiden lähteellä. Tuloksena on kumituotteita, joilla on erinomainen pintakäsittely, tasainen sisätiheys ja parannettu mekaaninen suorituskyky – ominaisuudet, jotka ovat kriittisiä tarkkuusteollisuudessa, mukaan lukien autojen tiivisteet, lääketieteelliset laitteet, ilmailukomponentit ja korkean suorituskyvyn kenkien pohjat.
Vulkanointiprosessi: mitä tapahtuu koneen sisällä
Tyhjiökumin vulkanointikoneen toimintojen järjestyksen ymmärtäminen selittää, miksi tyhjiöintegraatio parantaa tulosteen laatua niin merkittävästi. Prosessi etenee useissa erillisissä vaiheissa, joita kone ohjaa automaattisesti ohjelmoitavan logiikkaohjaimen (PLC) tai kosketusnäytön kautta.
Kierto alkaa muotin valmistelulla ja lataamisella. Käyttäjä asettaa kovettumattoman kumiseoksen - esipunnittujen aihioiden, arkkien tai esimuottien muodossa - kuumennettuun muotin onteloon. Muotti sulkeutuu osittain ja tyhjiöpumppu aktivoituu vetäen ilmaa ja jäännöskosteutta ulos muotin ontelosta integroitujen tyhjiökanavien kautta. Kun tavoitetyhjiötaso on saavutettu ja sitä pidetään yllä asetettu viipymäaika, tyypillisesti 15-60 sekuntia, puristin sulkeutuu kokonaan muovauspaineen kohdistamiseksi. Kuumennettujen levyjen läpi johdetun lämmön, kohdistetun paineen ja loukkuun jääneiden kaasujen puuttumisen yhdistelmä ohjaa sitten silloitusreaktiota tasaisesti koko kumimassassa. Kun ohjelmoitu kovettumisaika on kulunut – joka vaihtelee yhdestä kolmeenkymmeneen minuuttiin riippuen kumiyhdistetyypistä ja osan paksuudesta – puristin avautuu, tyhjiö vapautuu ja kovettunut osa puretaan.
Yhtä tärkeää on lämpötilan säädön tarkkuus. Nykyaikaiset tyhjiövulkanointikoneet pitävät levyn lämpötilat välillä ±1 °C - ±2 °C koko muotin pinnalla käyttämällä sähkövastuslämmityselementtejä tai höyrylämmitettyjä levyjä yhdistettynä sulautettujen lämpötila-anturien ja suljetun silmukan PID-säätimiin. Tämä tasaisuus varmistaa tasaisen kovettumisen koko tuotteessa, mikä eliminoi riskin, että alikovettuvat keskikohdat tai ylikovettuvat pinnat voivat syntyä, kun muotissa on lämpötilagradientteja.

Ydinkomponentit ja niiden toiminnot
Tyhjiökumin vulkanointikoneen suorituskyky riippuu sen tärkeimpien rakenteellisten ja toiminnallisten komponenttien laadusta ja integraatiosta. Jokaisella elementillä on määritelty rooli johdonmukaisen, virheetön vulkanoinnin saavuttamisessa.
Lämmitetyt lautaset
Levyt ovat litteitä, jäykkiä levyjä, joiden väliin muotti puristetaan. Tyhjiövulkanointikoneissa levyt valmistetaan korkealaatuisesta teräksestä, ja niissä on upotetut lämmityselementit tai sisäiset kanavat höyryn kiertoa varten. Tasaisuuden toleranssi on kriittinen – levy, jonka pintakosketus on epätasainen, aiheuttaa epätasaisen paineen jakautumisen muotin poikki, mikä johtaa paksuuden vaihteluun ja epätäydelliseen kovettumiseen matalapainealueilla. Ensiluokkaiset koneet määrittävät levyn tasaisuuden 0,05 mm:n sisällä työpinnan poikki ja käyttävät monipistelämpötila-anturia havaitsemaan ja kompensoimaan mahdollisen lämpöepätasaisuuden.
Tyhjiöjärjestelmä
Tyhjiöjärjestelmä koostuu tyhjiöpumpusta - tyypillisesti pyörivästä siipi- tai kuivaruuvityyppisestä -, joka on kytketty muottipesään suljetun piirin kautta, joka sisältää tyhjiölinjat, tyhjiöpuskurisäiliön, solenoidiventtiilit ja alipainemittarit. Puskurisäiliössä on esityhjennetty tilavuus, jotta muotin onkalo saadaan nopeasti tavoitetyhjiötasolle ilman, että pumppua ylikuormitetaan. Muotin rajapinnan tyhjiötiivistys saavutetaan reunatiivisteiden tai O-rengaskanavien avulla, jotka on koneistettu muotin leikkauslinjaan. Tämän tiivistysjärjestelmän eheys on perustavanlaatuinen – kaikki vuodot alentavat saavutettavissa olevaa alipainetasoa ja vaarantavat ilmanpoiston tehokkuuden.
Hydraulinen tai mekaaninen kiinnitysjärjestelmä
Puristusvoima, joka pitää muotin kiinni vulkanoinnin aikana, syntyy joko hydraulisylinterijärjestelmästä tai pienemmissä koneissa mekaanisista vaihtomekanismeista. Hydraulijärjestelmät tarjoavat tarkemman ja ohjelmoitavamman paineensäädön ja ovat vakiona tuotantoluokan tyhjiövulkanointikoneissa. Puristusvoimat vaihtelevat laboratorio- tai pienten osien koneissa 50 kN:stä yli 10 000 kN:iin suurissa teollisuuspuristimissa auto- tai teollisuuskumituotteille. Tarkka paineensäätö on välttämätöntä, koska sekä ali- että ylipaine tuottavat viallisia osia – välähdystä, mittaepätarkkuutta tai jännityksen aiheuttamaa halkeilua.
PLC-ohjausjärjestelmä
Nykyaikaiset tyhjiövulkanointikoneet on varustettu ohjelmoitavilla logiikkaohjaimilla ja kosketusnäytöllisillä ihmisen ja koneen välisillä liitännöillä (HMI), joiden avulla käyttäjät voivat tallentaa, hakea ja valvoa kovetusohjelmia eri kumiyhdisteille ja muottikokoonpanoille. Tyypillinen ohjelma tallentaa tavoitelämpötilan, kovettumisajan, alipainetason, tyhjiön viipymäajan ja puristuspaineen yhtenä reseptinä. PLC tarkkailee anturin palautetta reaaliajassa ja luo hälytyksiä poikkeamista, mikä varmistaa prosessin jäljitettävyyden ja tasaisen erästä toiseen laadun.
Tyhjiökumin vulkanointikoneiden tyypit
Tyhjiökumin vulkanointikoneita on saatavana useissa eri kokoonpanoissa, joista jokainen sopii erilaisiin tuotantomääriin, tuotegeometrioihin ja kumityyppeihin. Oikean konetyypin valinta on yhtä tärkeää kuin oikeiden prosessiparametrien määrittäminen.
| Koneen tyyppi | Kokoonpano | Soveltuu parhaiten |
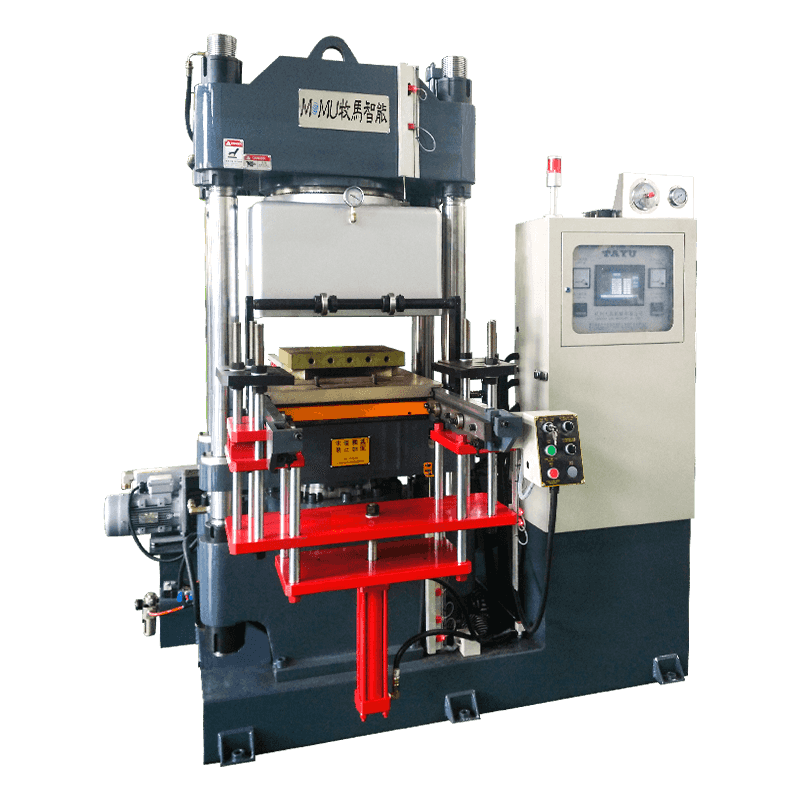
| Single-Daylight Flat Press | Yksi muotin aukko kahden levyn välissä | Pienet ja keskipitkät litteät kumiosat, tiivisteet, tiivisteet |
| Multi-Daylight Press | Useita pinottuja muotin aukkoja yhdellä painalluksella | Suurien volyymien tuotanto litteitä tai ohuita kumilevyjä |
| Pyörivä tai karusellipuristin | Pyörivä moniasemataso kiinteällä lämmönlähteellä | Jalkineiden pohjat, jatkuvat tuotantoympäristöt |
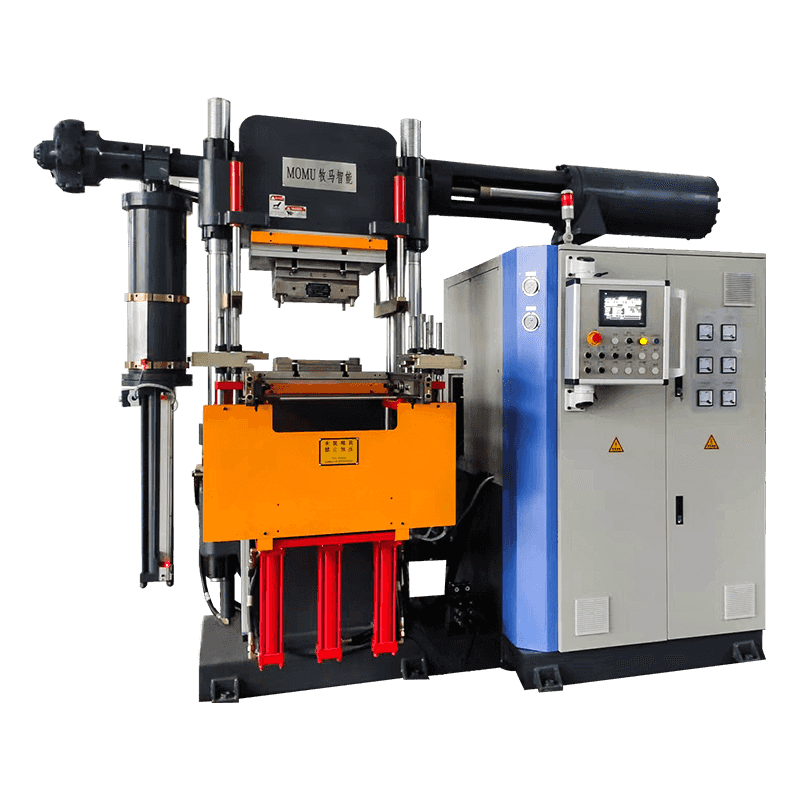
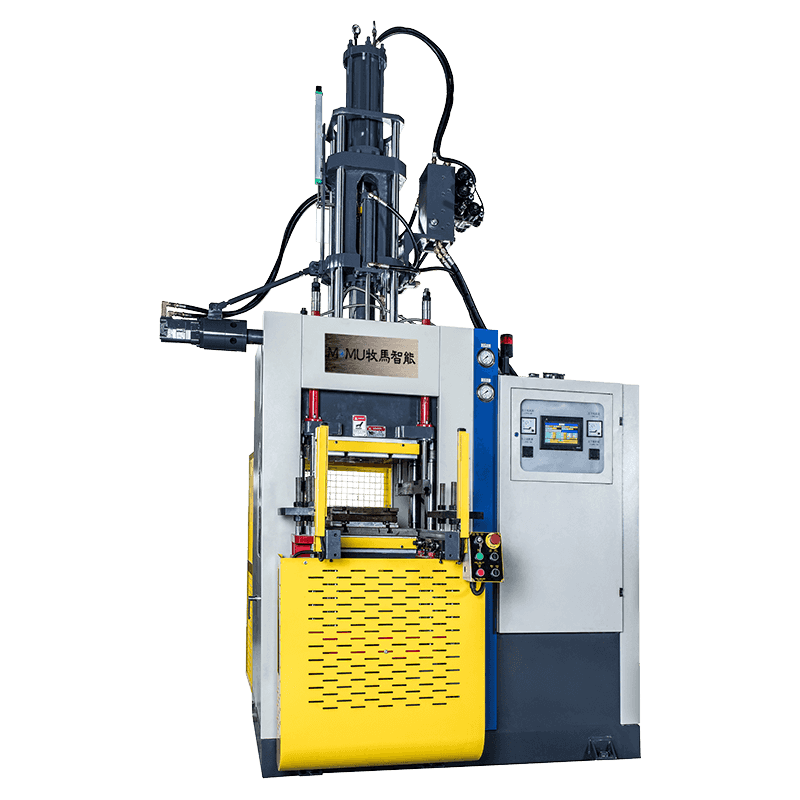
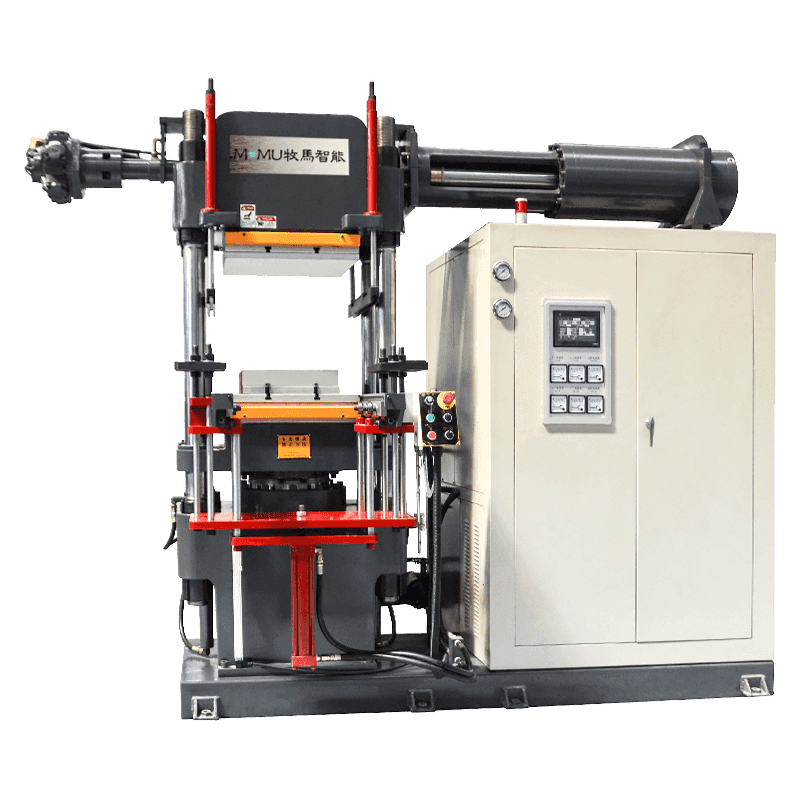
| Pystysuora ruiskupuristin | Paineen alaisena ruiskutettu kumi suljettuun muottiin | Monimutkaiset 3D-osat, ylivaletut komponentit, tekninen kumi |
| Kalvo-tyhjiöpuristin | Joustava silikonikalvo luo tyhjiön ja paineen | Kumisidoskomposiitit, kaarevat tai epäsäännölliset alustat |
| Laboratorio / Bench-Top Press | Kompakti yhden päivänvaloyksikkö tyhjiötoiminnolla | T&K, yhdistetestaus, pienet prototyyppiajot |
Tyhjiövulkanoinnin edut tavalliseen puristukseen verrattuna
Investointi tyhjiökykyyn tavanomaiseen kumipuristimeen verrattuna on perusteltua mitattavissa olevilla parannuksilla useissa laatu- ja tuotantomittareissa. Nämä edut tulevat erityisen merkittäviksi valmistettaessa tarkkuusosia, joilla on tiukat mittatoleranssit, monimutkaiset geometriat tai suorituskykykriittiset mekaaniset ominaisuudet.
- Huokoisuuden ja aukkojen poistaminen: Ilman poistaminen ennen kovettumista estää sisäisten kuplien ja pinnan kuoppien muodostumisen, jotka vähentävät kumiosien vetolujuutta, venymistä ja tiivistyskykyä. Tämä on erityisen tärkeää O-renkaille, kalvoille ja lääketieteellisille kumituotteille, joiden sisäisestä eheydestä ei voida neuvotella.
- Parannettu pintakäsittely: Tyhjiöolosuhteet mahdollistavat kumiyhdisteen valumisen täydellisemmin hienoihin muotin yksityiskohtiin, mikä tuottaa terävämpiä reunoja, puhtaamman tekstin tai logon kohokuvioinnin ja tasaisemman kokonaispinnan ilman jäännösilmavirheitä.
- Tasaisemmat mekaaniset ominaisuudet: Tasainen tiheys koko kovetetussa osassa tarkoittaa tasaista kovuutta, vetolujuutta ja puristusarvoja koko erässä – kriittistä osille, joita käytetään tiivistys-, tärinäeristys- tai kantavissa sovelluksissa.
- Alennetut romu- ja korjauskulut: Tarkastuksessa havaitut viat vaativat koko osan uudelleenkäsittelyä tai romuttamista. Tyhjiövulkanointi vähentää merkittävästi rakkuloiden, huokoisuuden ja lyhytaikaisten vikojen esiintymistä, mikä alentaa romun määrää ja niihin liittyviä materiaali- ja työkustannuksia.
- Yhteensopivuus kosteusherkkien yhdisteiden kanssa: Jotkut erikoiskumivalmisteet, erityisesti silikonikumit ja tietyt EPDM-yhdisteet, ovat erityisen alttiita jäännöskosteuden aiheuttamille rakkuloille. Tyhjiökäsittely eliminoi tämän vikatilan luotettavasti ilman lisäkuivausvaiheita.
- Parempi liimaus kumi-metalli- ja kumi-kangasasennelmissa: Kun kumi vulkanoidaan suoraan metalliosien tai kangassubstraattien päälle, rajapinnalle jäänyt ilma estää täyden tarttumisen. Tyhjiöimu ennen puristamista varmistaa tiiviin kontaktin kumin ja alustan välillä, mikä luo vahvemmat ja luotettavammat sidokset.
Tyhjiövulkanointiin perustuvat teollisuudenalat ja tuotteet
Tyhjiökumin vulkanointikoneet palvelevat monenlaisia teollisuudenaloja, joilla kumituotteiden laatu vaikuttaa suoraan turvallisuuteen, luotettavuuteen tai säädöstenmukaisuuteen. Seuraavat alat edustavat merkittävimpiä sovellusalueita.
Autojen tiivisteet ja tiivisteet
Autojen kumiosat, mukaan lukien ovien tiivisteet, ikkunakanavien tiivisteet, moottorin tiivisteet ja jarrujärjestelmän kalvot, valmistetaan tyhjiövulkanoinnilla, jotta varmistetaan mittojen yhtenäisyys ja sisäisten aukkojen puuttuminen, jotka voivat johtaa vuotoon tai ennenaikaiseen vikaan. Autoteollisuuden nollavika-laatufilosofia tekee tyhjökäsittelystä tehokkaasti pakollisen turvallisuuden kannalta kriittisille tiivistekomponenteille, joita toimitetaan suurille OEM-valmistajille.
Lääketieteelliset ja farmaseuttiset sovellukset
Lääketieteellisten silikoni- ja kumiosien – mukaan lukien ruiskumännät, venttiilikalvot, hengityssuojaimet ja letkut – on täytettävä tiukat puhtaus- ja rakenteelliset eheysstandardit. Tyhjiövulkanointi eliminoi sisään jääneeseen ilmaan liittyvät kontaminaatioriskit ja varmistaa samalla bioyhteensopiville tuotteille vaaditun pinnan sileyden ja mittatarkkuuden. Monet lääkinnällisten laitteiden standardit edellyttävät implisiittisesti tyhjiökäsittelyä osana valettujen kumiosien hyvää valmistustapaa.
Jalkineiden pohjan valmistus
Jalkineteollisuudessa tyhjiövulkanointipuristimia käytetään tuottamaan kumisia ulkopohjia, joilla on terävä kulutuspinta, tasainen tiheys ja vahva tarttuvuus ylämateriaaleihin. Tyhjiötoiminto on erityisen arvokas muovattaessa paksuprofiilisia ulkopohjia, joissa ilman juuttuminen kulutuspinnan syviin onteloihin on jatkuva haaste perinteisessä puristuksessa. Karusellityyppisiä tyhjiövulkanointipuristimet ovat laajalti käytössä suurissa jalkinetehtaissa eri puolilla Aasiaa tähän tarkoitukseen.
Ilmailu- ja puolustustiivisteet
Ilmailu- ja avaruusalan hydraulijärjestelmissä, polttoainejärjestelmissä ja ympäristöohjauksissa käytettävien kumitiivisteiden ja O-renkaiden on täytettävä erittäin tiukat kovuuden, puristusjoukon ja sisäisen tasaisuuden toleranssit. Tyhjiövulkanointi on näiden komponenttien vakiokäytäntö, koska käytönaikaisen tiivisteen vaurioitumisen seuraukset ovat vakavia. Ilmailu- ja avaruuskäyttöön tarkoitetuissa kumin eritelmissä vaaditaan usein nimenomaisesti tyhjiömuovausta osana hyväksyttyä valmistusprosessia.
Tärkeimmät tekijät, jotka on arvioitava konetta valittaessa
Oikean tyhjiökumin vulkanointikoneen valitseminen tiettyyn tuotantosovellukseen edellyttää järjestelmällistä prosessivaatimusten, tuotantomäärien ja pitkän aikavälin toimintanäkökohtien arviointia. Alimman hankintahinnan asettaminen etusijalle ilman kokonaiskustannusten arviointia johtaa usein toistuviin laatuongelmiin ja korkeampiin elinkaarikustannuksiin.
- Levyn koko ja aukko päivänvalossa: Työstölevyn mittojen on vastattava suurinta muottia, jota aiot käyttää, riittävällä marginaalilla. Päivänvaloaukon – avoimien levyjen välisen enimmäisraon – on oltava riittävä muotin korkeudelle ja osien irrotusvälille.
- Suurin puristusvoima: Laske tarvittava puristusvoima kertomalla muottiontelosi projisoitu pinta-ala vaaditulla muovauspaineella (tyypillisesti 5-20 MPa kumisekoituksesta ja osan geometriasta riippuen). Koneen nimellisvetoisuuden tulee mukavasti ylittää tämä luku.
- Saavutettava alipainetaso ja pumpun kapasiteetti: Varmista, että kone voi saavuttaa -0,095 MPa tai paremman ja että tyhjiöpumpun kapasiteetti on sovitettu muotin ontelon tilavuuteen, jotta tavoitetyhjiötaso saavutetaan hyväksyttävän viipymäajan sisällä.
- Lämpötila-alue ja tasaisuuserittely: Varmista, että suurin käyttölämpötila kattaa kumiseoksen kovettumislämpötilan, ja pyydä dokumentoituja levyn lämpötilan tasaisuustietoja – mieluiten ±2 °C tai parempi koko levyn pinnalla.
- Ohjausjärjestelmä ja tiedonkeruu: Laatukriittistä tuotantoa varten priorisoi koneet, joissa on täydellinen prosessitietojen kirjaaminen, reseptien hallinta ja hälytyshistorian tallennus. Nämä ominaisuudet tukevat ISO- ja toimialakohtaisia laatujärjestelmävaatimuksia ja yksinkertaistavat vikojen ilmetessä perussyyanalyysiä.
- Myynnin jälkeinen tuki ja varaosien saatavuus: Tyhjiöjärjestelmät, hydrauliset komponentit ja lämmityselementit vaativat kaikki määräaikaishuoltoa ja mahdollisia vaihtoja. Varmista, että valmistaja tai sen paikallinen edustaja voi toimittaa tärkeitä varaosia nopeasti, ja tarkista takuuehdot ja paikan päällä olevien huoltoinsinöörien saatavuus ennen kuin sitoudut toimittajaan.
Koneen suorituskykyä suojaavat huoltokäytännöt
Hyvin huollettu tyhjiökumin vulkanointikone tarjoaa tasaisen laadun ja pidemmän käyttöiän. Etenkin tyhjiö- ja hydraulijärjestelmien rutiinihuollon laiminlyönti johtaa asteittaiseen suorituskyvyn heikkenemiseen, joka usein diagnosoidaan väärin prosessi- tai materiaaliongelmaksi eikä koneongelmaksi.
- Tarkista ja vaihda tyhjiöpumpun öljy valmistajan määrittämin aikavälein – tyypillisesti 500–1 000 käyttötunnin välein – koska öljyn saastuminen heikentää merkittävästi pumpun tehokkuutta ja saavutettavaa alipainetasoa.
- Tarkasta muotin tiivisteet ja O-renkaat ennen jokaista tuotantoa ja vaihda ne välittömästi, kun havaitset kulumista, puristussarjaa tai vaurioita, sillä pienikin tiivistevuoto estää tavoitetyhjiötason saavuttamisen.
- Tarkista levyn lämpötilan tasaisuus säännöllisesti käyttämällä kalibroitua monipistemittausta ja kalibroi PID-lämpötilansäätimet uudelleen, jos poikkeamat ylittävät määrityksen.
- Tarkkaile hydrauliöljyn tilaa ja suodattimen tilaa, vaihda suodattimet ja neste huoltoaikataulun mukaisesti estääksesi venttiilien kulumisen ja sylinterin vuodot, jotka voivat aiheuttaa kiristysvoiman epäjohdonmukaisuutta.
- Pidä levypinnat puhtaina ja vapaina kumista, sillä kertynyt jäännös muodostaa epätasaisen kosketuksen muottien kanssa ja aiheuttaa paikallisia paine- ja lämpötilavaihteluita, jotka heikentävät osien laatua.