Mikä on nestemäisen silikonin muotin kiinnityskone?
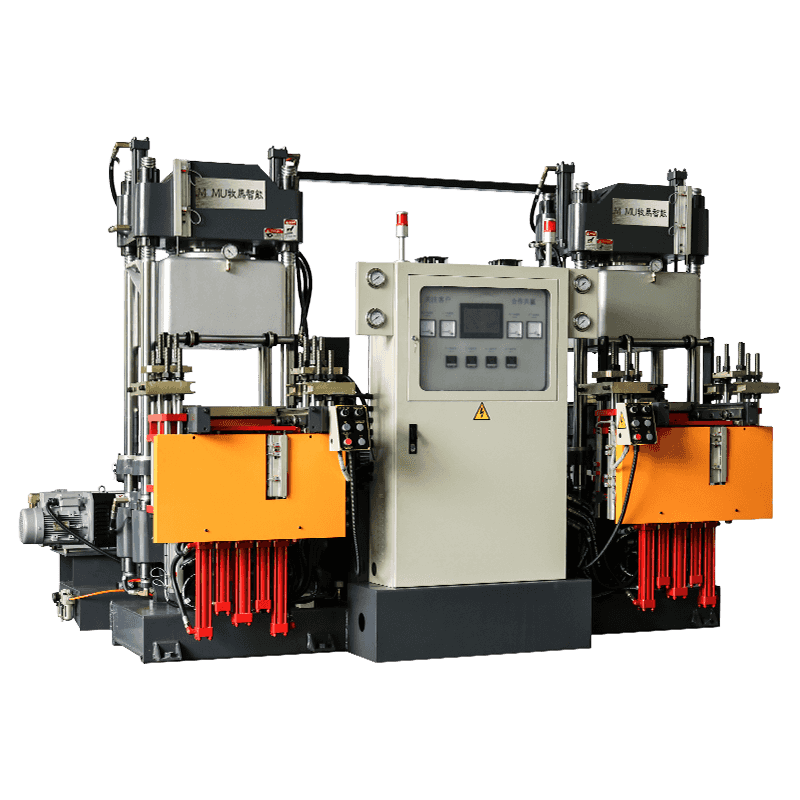
A nestemäisen silikonin muotin kiinnityskone on erikoistunut ruiskuvalujärjestelmä, joka on suunniteltu erityisesti nestemäisen silikonikumin (LSR) käsittelyyn. Unlike conventional thermoplastic injection molding machines, LSR clamping machines are engineered to handle the unique rheological and thermal properties of liquid silicone — a two-component material that remains fluid at room temperature and vulcanizes (cures) when exposed to heat inside a closed mold. The machine clamps the mold halves together under precisely controlled pressure, injects the mixed LSR compound into the mold cavity, applies heat to trigger curing, and then opens to release the finished part.
These machines are widely used across medical device manufacturing, automotive components, consumer electronics, baby products, and industrial sealing applications. Their ability to produce highly precise, flash-free silicone parts in high volumes with minimal waste makes them an essential piece of equipment wherever LSR components are required at production scale.
Kuinka muotin kiinnitysjärjestelmä toimii LSR-käsittelyssä
Muotin kiinnitysyksikkö on minkä tahansa nestemäisen silikonin ruiskuvalukoneen rakenneydin. Sen ensisijainen tehtävä on pitää muotin kaksi puoliskoa yhdessä riittävällä voimalla kestämään materiaalitäytön aikana kohdistuvaa ruiskutuspainetta. In LSR molding, the injection pressure is typically lower than in thermoplastic molding, but the clamping system still plays a critical role in ensuring a perfectly sealed mold cavity that prevents flash — the thin film of excess material that forms at parting lines when clamping force is insufficient.
Useimmat nestemäiset silikonimuottien kiinnityskoneet käyttävät hydraulista tai servosähköistä vipukiinnitysmekanismia. The toggle system multiplies the force generated by the hydraulic cylinder or servo motor through a mechanical linkage, achieving very high clamping tonnage with relatively compact actuator components. Ruiskutuksen aikana kiristysjärjestelmä lukitsee muotin suljettuun asentoon ylläpitäen tasaista painetta koko täyttö- ja kovetusjakson ajan. Once vulcanization is complete, the clamp opens, and an ejection system — typically pneumatic or mechanical — releases the finished part from the mold cavity.
Because LSR must be kept cold in the barrel and injection system (to prevent premature curing) while the mold itself is heated to trigger vulcanization, the clamping unit must accommodate a thermally isolated mold setup. Muotin ja konelevyjen väliin asennetaan tyypillisesti eristyslevyt, jotka estävät lämmön siirtymisen kuumennetusta muotista koneen rakenteeseen, suojaavat komponentteja ja ylläpitävät energiatehokkuutta.
Tärkeimmät arvioitavat tekniset tiedot
Oikean nestemäisen silikonin muotin kiinnityskoneen valinta vaatii huolellista huomiota useisiin teknisiin parametreihin. Each specification has a direct impact on the quality of the molded parts, cycle time, and the range of molds and products the machine can accommodate.
Koneen ensisijaiset tekniset tiedot
| Erittely | Tyypillinen alue / kuvaus |
| Puristusvoima | 50 kN - 10 000 kN (5 - 1 000 tonnia) |
| Levyn koko | Vaihtelee koneen vetoisuuden mukaan; on mukauduttava muotin mitat |
| Muotin lämpötila-alue | 150 °C - 220 °C (302 °F - 428 °F) |
| Ruiskutusyksikön tyyppi | Erillinen LSR-annostelupumppujärjestelmä (AB-komponentit) |
| Tynnyrin lämpötila | Jäähdytetty 5–15 °C:seen ennenaikaisen kovettumisen estämiseksi |
| Ohjausjärjestelmä | PLC kosketusnäytöllä HMI; ohjelmoitavat sykliparametrit |
| Tietangon väli | Määrittää asennettavan muotin suurimman leveyden |
| Päivänvalon avajaiset | Suurin etäisyys levyjen välillä auki ollessaan |
Puristusvoima on yksi kriittisimmistä parametreista. It must be sufficient to keep the mold sealed against injection pressure without over-clamping, which can damage mold parting surfaces over time. Tarvittavan puristusvoiman laskemiseen kuuluu muotin onteloiden projisoitu pinta-ala kertomalla ontelon paineella ja lisäämällä 10–20 % turvamarginaali prosessin vaihtelun huomioon ottamiseksi.
LSR-annostelu- ja injektiojärjestelmä
Unlike thermoplastic injection molding where a single resin is melted and injected, LSR processing requires a two-component dosing system that precisely meters and mixes the base silicone compound (component A) and the platinum catalyst (component B) in a 1:1 ratio before injection. The liquid silicone mold clamping machine is typically paired with a dedicated LSR dosing pump unit that draws from supply drums, meters both components through gear pumps or piston pumps, blends them through a static mixer, and delivers the mixed compound to the injection barrel.
Ruiskutussylinteri ja ruuvi ovat vesijäähdytettyjä tai lämpötilaohjattuja LSR:n pitämiseksi alhaisessa lämpötilassa - tyypillisesti välillä 5 °C - 15 °C, mikä estää ennenaikaisen vulkanoitumisen syöttöjärjestelmässä. LSR:n ruuvirakenne eroaa tavallisista termoplastisista ruuveista; sillä on tyypillisesti pienempi puristussuhde ja siinä ei ole tarkistusrengasta, koska LSR ei vaadi plastisointia samalla tavalla ja virtaa helposti pienen leikkausvoiman alaisena. Injektiota ohjataan tarkalla tilavuusannostelulla eikä takaisinkierremittauksella, mikä varmistaa johdonmukaisuuden.

Pigmentin ruiskutusjärjestelmät on usein integroitu annosteluyksikköön, mikä mahdollistaa värin syöttämisen täsmällisinä määrinä suoraan värillisten LSR-tuotteiden materiaalivirtaan ilman, että massasyöttörumpuja saastutetaan.
LSR-kiinnityskoneiden muottien suunnitteluvaatimukset
Nestemäisessä silikonimuottien kiinnityskoneessa käytetyllä muotilla on useita suunnitteluvaatimuksia, jotka eroavat merkittävästi termoplastisista muoteista. Because LSR has very low viscosity and flows easily under pressure, the mold must be machined to extremely tight tolerances at the parting line — typically within 0.005 mm — to prevent flash formation. Pienetkin rakot jakopinnassa mahdollistavat LSR:n vuotamisen läpi, jolloin muodostuu ohuita silikonikalvoja, jotka on poistettava manuaalisesti ja jotka heikentävät osien laatua ja tuottoa.
Kriittiset LSR-muotin suunnitteluominaisuudet
- Cold Runner -järjestelmät: LSR molds frequently use cold runner or valve-gated cold runner systems to eliminate sprue and runner waste, as LSR runners cannot be reground and reused once cured.
- Tyhjiöilmanpoisto: Tyhjiöjärjestelmät on integroitu poistamaan ilmaa muotin ontelosta ennen ruiskutusta, mikä estää ilman juuttumisen, joka aiheuttaisi tyhjiä osia tai epätäydellistä täyttöä tarkkuusosissa.
- Tasainen muotin lämmitys: Electric heating elements or oil-based heating channels must be distributed evenly throughout the mold to ensure consistent cure across all cavities in multi-cavity tools.
- Lämmöneristyslevyt: Asennettu muotin pohjan ja koneen levyjen väliin minimoimaan lämpöhäviö koneen rakenteeseen ja vähentämään energiankulutusta tuotannon aikana.
- Purkamisjärjestelmät: Koska kovettunut silikoni on joustava ja tarttuva, muottien on sisällettävä tehokkaat poistotappiasettelut, irrotuslevyt tai ilmapuhalluspurkaus, jotta osat vapautuvat repeytymättä tai vääristymättä.
LSR-kiinnityskoneisiin perustuvat teollisuudenalat ja tuotteet
Nestemäisen silikonin muottipuristuskoneet palvelevat monia eri toimialoja, joita ohjaa LSR:n tarjoama ainutlaatuinen ominaisuuksien yhdistelmä – bioyhteensopivuus, lämmönkestävyys, kemiallinen inerttiys, optinen kirkkaus ja pitkäaikainen joustavuus. Kiinnitys- ja ruiskutusprosessin tarkkuus ja toistettavuus tekevät näistä koneista hyvin soveltuvia vaativiin sovelluksiin, joissa mittojen tasaisuus ja materiaalin eheys ovat kiistattomia.
- Lääketieteelliset laitteet: LSR:n bioyhteensopivuus tekee siitä ihanteellisen tiivisteisiin, venttiileihin, katetriin, hengityssuojaimiin, kuulolaitteiden komponentteihin ja implantoitaviin laitteen osiin, jotka edellyttävät USP Class VI tai ISO 10993 -vaatimustenmukaisuutta.
- Autot: Sytytystulppien suojukset, tiivisteet, anturin tiivisteet ja nesteenkestävät O-renkaat valmistetaan yleisesti LSR:ssä, koska se kestää -60 °C - 200 °C lämpötiloja.
- Vauvojen ja vauvojen tuotteet: Pullon nännit, tutit, hampaat ja ruokintatarvikkeet edellyttävät LSR:n elintarvikelaatuisia, makuneutraaleja ja sterilointia kestäviä ominaisuuksia.
- Kulutuselektroniikka: Vedenpitävät näppäimistökalvot, napintiivisteet, puettavat laitehihnat ja kaapeliläpiviennit hyötyvät LSR:n joustavuudesta ja ympäristön kestävyydestä.
- Teollinen tiivistys: Räätälöidyt tiivisteet, kalvot, palkeet ja tiivisteet pumppuihin, venttiileihin ja nesteenkäsittelyjärjestelmiin kemian- ja elintarviketeollisuudessa.
Erillisen LSR-muotinkiinnityskoneen käytön edut
Vaikka jotkut valmistajat yrittävät mukauttaa tavallisia termoplastisia ruiskupuristuskoneita LSR-käsittelyyn, nestemäisen silikonin muottipuristuskoneet tarjoavat huomattavia toiminnallisia ja laatuetuja, jotka oikeuttavat investoinnin mihin tahansa vakavaan LSR-tuotantoon.
- Tarkkuuskiinnityksen ohjaus: Tarkoituksenmukaiset kiinnitysjärjestelmät tarjoavat tasaisen, mitattavissa olevan vetoisuuden hienosäätömahdollisuudella, mikä varmistaa toistettavan muotin tiivistyksen jokaisen jakson aikana.
- Integroitu kylmän ruiskutusjärjestelmä: Jäähdytetty piippu- ja ruuvikokoonpano on suunniteltu erityisesti LSR:lle, mikä eliminoi kestomuovilaitteiden mukauttamisessa vaadittavat kompromissit.
- Flash-vapaa tuotanto: Erittäin tarkka levyn yhdensuuntaisuus ja hallittu puristusvoima mahdollistavat nolla- tai mini-flash-muovauksen, mikä vähentää jälkikäsittelyn työ- ja materiaalihukkaa.
- Täysin automatisoidut syklit: Integrointi robottiosien poistoon, näkötarkastusjärjestelmiin ja kuljetinjärjestelmiin mahdollistaa valotuotannon ilman käyttäjän puuttumista.
- Prosessitietojen kirjaaminen: Nykyaikaiset LSR-kiinnityskoneet tallentavat ruiskutuspainetta, muotin lämpötilaa, kovettumisaikaa ja puristusvoimaa jokaiselle jaksolle, mikä tukee laadun jäljitettävyyttä säännellyillä teollisuudenaloilla.
Oikean koneen valitseminen LSR-sovelluksellesi
Oikean nestemäisen silikonin muottipuristuskoneen valinta alkaa valmistettavien osien yksityiskohtaisella analyysillä. Suurimman muottipesän sijoittelun projisoitu pinta-ala määrittää vaaditun vähimmäispuristusvoiman. Ruiskutilavuusvaatimukset, jotka perustuvat osan painoon ja onteloiden lukumäärään, määrittävät tarvittavan annostelujärjestelmän kapasiteetin. Muotin fyysisten mittojen – korkeuden, leveyden ja pinon korkeuden – tulee sopia koneen levyn koon, kiinnitystangon etäisyyden ja päivänvalossa tapahtuvan aukon vaatimuksiin.
Tuotantomäärätavoitteiden ja sykliaika-odotusten pitäisi myös ohjata koneen valintaa. Servo-sähköisillä kiinnitysjärjestelmillä varustetuissa koneissa käytettävillä korkeamman kavitation muotilla voidaan saavuttaa nopeammat kuivasykliajat ja energiatehokkaampi toiminta verrattuna täyshydraulisiin vaihtoehtoihin, mikä johtaa alhaisempiin osakustannuksiin suurilla määrillä. Lääketieteellisissä tai säännellyissä sovelluksissa on välttämätöntä varmistaa ennen ostamista, että kone tukee 21 CFR Part 11 -yhteensopivia tietojen tallennusstandardeja tai vastaavia prosessidokumentaatiostandardeja.
Lopuksi huoltopalvelu, varaosien saatavuus ja valmistajan tekninen tuki tulee arvioida yhtä huolellisesti kuin koneen tekniset tiedot. Hyvin tuettu kone, jolla on luotettava paikallinen palveluinfrastruktuuri, tuottaa huomattavasti paremman pitkän aikavälin arvon kuin halvempi vaihtoehto, jolla on rajoitettu tukiyhteys, erityisesti korkean kysynnän tuotantoympäristöissä, joissa suunnittelemattomat seisokit vaikuttavat suoraan toimitussitoumuksiin ja käyttökustannuksiin.