Kuinka silikoni valmistetaan? Kemia materiaalin takana
Silikoni on synteettinen polymeeri, jonka runko on rakennettu vuorottelevista pii- ja happiatomeista – siloksaaniketjuna tunnetusta rakenteesta – eikä orgaanisissa muoveissa, kuten polyeteenissä tai polypropeenissa, esiintyvästä hiili-hiilirungosta. Tämä perustavanlaatuinen ero molekyyliarkkitehtuurissa antaa silikonille sen poikkeuksellisen lämpöstabiilisuuden, kemiallisen inerttisyyden, joustavuuden laajalla lämpötila-alueella ja kestävyyden UV-hajoamista vastaan. Sen ymmärtäminen, kuinka silikonia valmistetaan raaka-ainealkuperäistään valmiiksi elastomeeriksi, auttaa insinöörejä, tuotesuunnittelijoita ja valmistajia ymmärtämään, miksi tämä materiaali käyttäytyy niin kuin se toimii ja miksi sitä käsitellään eri tavalla kuin perinteiset kestomuovihartsit.
Silikonin tuotanto alkaa piistä – maankuoren toiseksi yleisimmästä alkuaineesta, jota löytyy pääasiassa piidioksidin (SiO₂) muodossa, joka tunnetaan yleisesti kvartsi- tai piidioksidihiekana. Tärkeää on, että silikoni-elementti eroaa kemiallisesti silikonista polymeeristä. Pii raakamuodossaan ei ole luonnostaan pehmeää, joustavaa tai kemiallisesti stabiilia erilaisissa olosuhteissa; se on kova, hauras metalloidi. Sen muuntaminen monipuoliseksi silikonipolymeeriksi, jota käytetään lääkinnällisissä laitteissa, autojen tiivisteissä, kulutustavaroissa ja teollisuuden komponenteissa, vaatii monivaiheisen kemiallisen prosessin, joka tuo hiilipohjaisia orgaanisia ryhmiä piirunkoon, mikä muuttaa sen ominaisuuksia perusteellisesti.

Kvartsista piimetalliin: Ensimmäinen tuotantovaihe
Ensimmäinen vaihe silikonin valmistuksessa on piidioksidin pelkistäminen metallurgisen luokan piimetalliksi. Tämä saavutetaan suurissa valokaariuuneissa, joissa kvartsiittia (korkean puhtaan kvartsin muoto) kuumennetaan yli 1 800 °C:n lämpötiloihin hiilipitoisten pelkistysaineiden, kuten hiilen, koksin ja hakkeen, läsnä ollessa. Hiili reagoi piidioksidissa olevan hapen kanssa vapauttaen hiilidioksidia ja jättäen jälkeensä nestemäistä piimetallia, jonka puhtaus on noin 98–99 %. Tämä materiaali tunnetaan metallurgisena piinä (MG-Si) ja se toimii silikonipolymeerituotannon kriittisenä raaka-aineena.
Sula pii valetaan harkoiksi, annetaan jäähtyä ja murskataan sitten jauheeksi tai rakeiksi kemiallista jatkokäsittelyä varten. Tässä vaiheessa pii on vielä kaukana polymeeristä - sen täytyy käydä läpi sarja kemiallisia reaktioita, jotka kiinnittävät orgaanisia metyyliryhmiä piiatomeihin, luoden organokloorisilaanivälituotteita, jotka toimivat kaikkien kaupallisten silikonituotteiden rakennuspalikoina.
Müller-Rochowin prosessi: Silikonimonomeerin rakentaminen
Silikonimonomeerien teollista tuotantoa hallitsee Müller-Rochowin suora prosessi, joka kehitettiin itsenäisesti 1940-luvulla. Tässä prosessissa jauhemainen piimetalli saatetaan reagoimaan metyylikloridikaasun (CH3Cl) kanssa kuparikatalyytin läsnä ollessa 250 - 350 °C lämpötiloissa. Tämä reaktio tuottaa kloorisilaaniyhdisteiden seoksen, joista kaupallisesti tärkein on dimetyylidikloorisilaani — (CH3)2SiCl2. Tämä molekyyli on ensisijainen monomeeri, josta suurin osa kaupallisista silikoneista on lopulta peräisin.
Suoralla prosessilla valmistettu kloorisilaaniseos erotetaan jakotislauksella yksittäisiksi komponenteiksi, joista jokaisella on erilainen reaktiivisuus ja jotka muodostavat erilaisia silikonipolymeerirakenteita hydrolysoituessaan. Kun dimetyylidikloorisilaani altistetaan vedelle, se hydrolysoituu nopeasti - klooriatomit korvataan hydroksyyliryhmillä - ja tuloksena olevat silanolivälituotteet kondensoituvat spontaanisti keskenään muodostaen polydimetyylisiloksaani (PDMS) -ketjuja. Reaktio-olosuhteista, ketjun pituudesta ja käytetystä kloorisilaanimonomeerien erityisestä seoksesta riippuen tuloksena oleva polymeeri voi olla matalaviskositeettinen neste, viskoosinen kumi tai korkean molekyylipainon omaava peruspolymeeri, joka soveltuu silikonikumin yhdistämiseen.
Silikonikumin yhdistäminen: Pohjapolymeeristä muovattavaan materiaaliin
Raaka polydimetyylisiloksaanipolymeeri ei yksin sovellu ruiskupuristukseen. Se on yhdistettävä useilla lisäaineilla, jotka säätävät sen kovuuden, vetolujuuden, venymän, lämmönkestävyyden, värin ja kovettumisominaisuudet vastaamaan erityisiä käyttövaatimuksia. Tässä sekoitusvaiheessa ruiskuvalukoneissa käytetty toiminnallinen silikonikumimateriaali itse asiassa luodaan, ja se edellyttää materiaalikemistien huolellista muotoilua, joka tasapainottaa kilpailevat ominaisuusvaatimukset ja käsittelyrajoitukset.
- Vahvistavat täyteaineet: Höyrystetty piidioksidi on silikonikumiyhdisteiden yleisimmin käytetty vahvistava täyteaine. Lisätty 20–50 painoprosentin kuormituksella höyrystetty piidioksidi lisää dramaattisesti vetolujuutta ja repäisylujuutta olemalla vuorovaikutuksessa polymeeriketjujen kanssa molekyylimittakaavassa. Ilman vahvistusta puhtaalla silikonipolymeerillä on erittäin alhainen mekaaninen lujuus.
- Silloitusaineet: Lineaarisen tai kevyesti haarautuneen silikonipolymeerin muuttamiseksi kolmiulotteiseksi elastomeeriverkostoksi on sisällytettävä silloitusaineita. Perinteisessä ruiskuvalussa käytettävän korkean konsistenssikumin (HCR) osalta orgaaniset peroksidit ovat perinteinen silloitusaine. Nestemäiselle silikonikumille (LSR) on vakiona platinakatalysoitu lisäkovetusjärjestelmä, joka tarjoaa nopeammat kovettumisjaksot ja erinomaisen ominaisuuksien tasaisuuden.
- Pigmentit ja väriaineet: Silikoni on luonnostaan läpikuultava ja omaksuu pigmentin helposti. Rautaoksidia, titaanidioksidia ja orgaanisia pigmenttejä lisätään sekoittamisen aikana tuottamaan täyden valikoiman värejä, joita kuluttajatuotteiden ja lääkinnällisten laitteiden valmistajat tarvitsevat.
- Käsittelyn apuaineet: Pienet lisäykset työstöapuaineita, kuten silikoniöljyjä tai vahoja, parantavat yhdisteen virtauskäyttäytymistä ruiskupuristuksen aikana, vähentäen ruiskutuspainevaatimuksia ja parantaen muotin täyttöä monimutkaisissa onteloiden geometrioissa.
- Toiminnalliset lisäaineet: Loppusovelluksesta riippuen voidaan sisällyttää lisäaineita – palonestoaineita sähköeristyskomponentteihin, antimikrobisia aineita lääketieteellisiin ja elintarvikkeiden kanssa kosketuksiin joutuviin tuotteisiin tai lämpöstabilisaattoreita korkean lämpötilan huoltosovelluksiin.
Ruiskuvalussa käytetyt silikonityypit: HCR vs LSR
Ruiskuvalukoneissa käsitellään kahta erilaista silikonikumin muotoa, jotka eroavat toisistaan merkittävästi niiden fysikaalisen tilan, käsittelykäyttäytymisen ja niiden käsittelyyn tarvittavan konetyypin suhteen. Valinta korkean konsistenssikumin (HCR) ja nestemäisen silikonikumin (LSR) välillä on yksi merkittävimmistä materiaalipäätöksistä silikonituotekehityksessä, ja se vaikuttaa suoraan osien laatuun, kiertoaikaan, työkalujen suunnitteluun ja tuotannon taloudellisuuteen.
High Consistency Rubber (HCR)
HCR on kiinteää, kittimäistä materiaalia huoneenlämpötilassa, jonka koostumus muistuttaa jäykkää leipätaikinaa. Sillä on korkea molekyylipaino – tyypillisesti yli miljoona g/mol – ja se on esilämmitettävä ja työstettävä ennen kuin se virtaa riittävästi ruiskutettavaksi muottipesään. HCR-yhdisteet kovetetaan tyypillisesti orgaanisilla peroksideilla 150–200 °C:n lämpötiloissa, ja jälkikovetusta korotetuissa lämpötiloissa tarvitaan usein, jotta mekaaniset ominaisuudet kehittyvät täysin ja peroksidin hajoamisen sivutuotteet voidaan poistaa. HCR on vakiintunut tiivisteiden, tiivisteiden, putkien ja kaapelitarvikkeiden valmistukseen, ja sitä voidaan käsitellä muunnetuilla kumin ruiskuvalukoneilla tai puristuspuristimilla.
Nestemäinen silikonikumi (LSR)
LSR on kaksikomponenttinen pumpattava nestejärjestelmä, joka toimitetaan erillisissä tynnyreissä. Komponentti A sisältää peruspolymeerin ja platinakatalyytin, kun taas komponentti B sisältää peruspolymeerin ja silloitteen (tyypillisesti silikonihydridiyhdisteen). Kaksi komponenttia annostellaan tarkasti suhteessa 1:1, sekoitetaan staattisessa tai dynaamisessa sekoittimessa ja ruiskutetaan lämmitettyyn muottiin, jossa platinakatalysoima additiokovettumisreaktio tapahtuu nopeasti, tyypillisesti 10–60 sekunnissa muotin lämpötilassa 150–220 °C. LSR ei tuota kovettuvia sivutuotteita, ei vaadi jälkikovetusta ja tarjoaa poikkeuksellisen osien yhtenäisyyden mittatarkkuudella, jota on vaikea saavuttaa HCR:llä. Se on ensisijainen materiaali lääkinnällisten laitteiden, lastenhoitotuotteiden, puettavien teknisten komponenttien ja tarkkuusteollisten tiivisteiden tuotantoon.
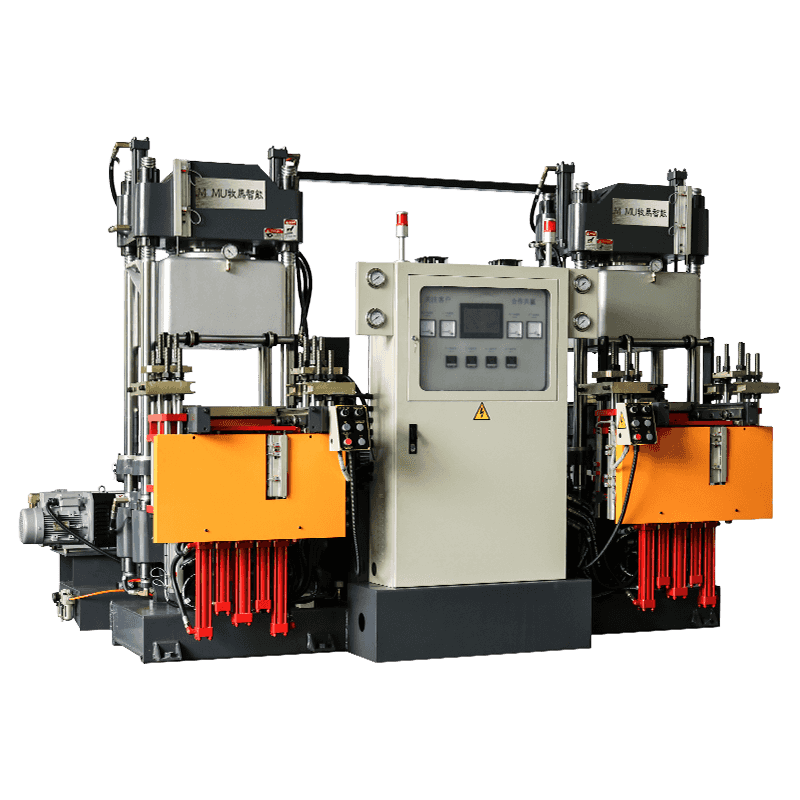
Kuinka silikoni-/kumiruiskuvalukone toimii
Silikoni tai kumin ruiskuvalukone eroaa perustavanlaatuisesti tavallisesta kestomuoviruiskuvalukoneesta useissa kriittisissä suhteissa, joita ohjaa silikonin ja kumin lämpökovettuva luonne – materiaalit, jotka kovettuvat palautumattomasti kuumennettaessa sen sijaan, että ne pehmenevät kuumennettaessa, kuten kestomuovit tekevät. Termoplastisessa koneessa piippua ja ruuvia kuumennetaan materiaalin sulattamiseksi ja muotti jäähdytetään osan jähmettämiseksi. Silikonin/kumin ruiskuvalukoneessa materiaali on pidettävä kylmänä koko ruiskutusjärjestelmän ajan ennenaikaisen kovettumisen estämiseksi, kun taas muotti kuumennetaan laukaisemiseksi ja vulkanoinnin loppuunsaattamiseksi.
LSR-käsittelyä varten ruiskutusyksikkö on varustettu kaksikomponenttisella annostelu- ja sekoitusjärjestelmällä, joka ammentaa kahdesta materiaalirummusta tarkkuushammaspyöräpumppujen avulla, sekoittaa ne oikeassa suhteessa staattisen sekoitinkokoonpanon kautta ja toimittaa sekoituksen kylmään ruiskutussylinteriin. Tynnyri- ja ruuvikokoonpano jäähdytetään – tyypillisesti jäähdytetyllä vedellä, jonka lämpötila on 5–15 °C – jotta LSR pysyy aktivointilämpötilansa alapuolella ruiskutusjakson aikana. Kun materiaali ruiskutetaan kuumennettuun muottiin (150–220°C), dramaattinen lämpötilan nousu aktivoi platinakatalysaattorin ja kovettumisreaktio etenee loppuun sekunneissa.
Silikoni-/kumiruiskupuristuskoneen tärkeimmät osat
| Komponentti | Toiminto | Avaimen määritys |
| Kaksikomponenttinen mittausyksikkö | Mittaa ja pumppaa LSR-komponentit A ja B tarkasti | Suhteen tarkkuus ±0,5 % tai parempi |
| Staattinen/dynaaminen mikseri | Sekoittaa A- ja B-komponentit homogeenisesti ennen ruiskutusta | Sekoitustehokkuus, alhainen leikkauslämmitys |
| Kylmä ruiskutusputki ja ruuvi | Kuljettaa ja ruiskuttaa materiaalia estäen samalla ennenaikaisen kovettumisen | Kylmävesijäähdytys, 5-15°C |
| Lämmitetty kiinnitysyksikkö ja muotti | Pitää muotin suljettuna paineen alaisena ja antaa kovettumislämpöä | 150–220°C, puristusvoima per onkalo |
| Cold Runner System | Toimittaa materiaalia onteloihin tuhlaamatta kovettunutta särmää | Lähes nollajätettä, lämpöeristetty |
| Ohjausjärjestelmä (CNC/PLC) | Hallitsee ruiskutusnopeutta, painetta, lämpötilaa ja ajoitusta | Prosessin toistettavuus, tiedonkeruu |
Silikoniruiskupuristusta koskevat muottien suunnitteluun liittyvät näkökohdat
Muotin suunnittelu silikoniruiskuvalua varten vaatii huolellista huomiota tekijöihin, jotka eroavat merkittävästi termoplastisista työkaluista. Silikonin alhainen viskositeetti LSR-muodossa – usein raskaaseen kermaan tai pannukakkutaikinaan verrattuna – tarkoittaa, että se valuu helposti pienimpään muotin irrotuspintojen väliseen rakoon, jolloin syntyy välähdystä, joka on poistettava jälkikäsittelyssä. Salamavapaa tai lähes salamavapaa silikonimuovaus vaatii erittäin tiukat jakopinnan tasaisuustoleranssit, tyypillisesti 2–5 mikronia, ja tarkkuushiotun työkaluteräksen, jonka kovuus on yli 48 HRC, jotta nämä toleranssit säilyisivät miljoonien syklien ajan.
Ilmanpoisto on kriittinen silikonimuottien suunnittelussa, koska ontelotaskuihin jäänyt ilma ei pääse poistumaan materiaalin läpi, kuten se tapahtuu joissakin huokoisissa prosesseissa – loukkuun jäänyt ilma aiheuttaa tyhjiöitä, lyhyitä laukauksia tai pintavikoja. Erotuslinjaan ja jokaisen ontelon viimeisiin täyttökohtiin on asennettu 3–8 mikronin matalat tuuletuskanavat. Irrotusjärjestelmän suunnittelussa on otettava huomioon myös kovetettujen silikoniosien suuri joustavuus ja pinnan tarttuvuus – muotin purkaminen repeytymättä tai vääristämättä ohutseinäisiä piirteitä vaatii tyypillisesti huolellista vetokulmasuunnittelua, pinnan teksturointia tai tarttumista estäviä pinnoitteita, kuten PTFE:tä tai plasmapintakäsittelyä onteloiden pinnoilla.
Silicone Injection Moldingin palvelemat teollisuudenalat ja sovellukset
Silikonin poikkeuksellisten materiaaliominaisuuksien ja ruiskuvalulla saavutettavan tarkkuuden yhdistelmä tekee silikoni-/kumiruiskuvalukoneista keskeisiä tuotantoa erittäin monilla eri aloilla. Jokaisella sektorilla hyödynnetään erillistä silikonin suorituskykyominaisuuksien alajoukkoa, ja kyky tuottaa monimutkaisia geometrioita tiukoilla toleransseilla suurilla määrillä tekee ruiskuvalusta suositellun tuotantomenetelmän niissä kaikissa.
- Lääketiede ja lääketiede: Silikonin bioyhteensopivuus, steriloitavuus ja kemiallinen inertisyys tekevät siitä parhaan materiaalin katetrin osiin, implantoitavien laitteiden tiivisteisiin, kirurgisten instrumenttien kahvoihin, hengityssuojaimiin ja lääkkeiden annosteluventtiilien kalvoihin. LSR-ruiskuvalu mahdollistaa näiden osien valmistamisen luokan III lääkinnällisten laitteiden standardien mukaisesti täydellä prosessin validoinnilla ja jäljitettävyydellä.
- Autot: Liittimen tiivisteet, läpivientirenkaat, sytytystulpan suojukset, turboahtimen letkut ja tiivisteet konepellin alla riippuvat silikonin kyvystä ylläpitää tiivistyskykyä -60 °C:n ja yli 200 °C:n lämpötiloissa ajoneuvon koko käyttöiän ajan.
- Kulutuselektroniikka: Suojakuoret, nappikalvot, puettavien laitteiden vedenpitävät tiivisteet ja kuulokkeiden kärjet on ruiskuvalettu LSR:stä korkeakavitaatiotyökaluissa, jotka tuottavat miljoonia osia vuodessa tasaisella mittatarkkuudella.
- Imeväisten ja nuorten tuotteet: Elintarvikelaatuisista ja FDA-yhteensopivista LSR-yhdisteistä valmistetut pullon nännit, tutit, hampaat ja ruokintalusikan kärjet valmistetaan monionteloisissa muoteissa tiukkojen hygieenisten valmistuskäytäntöjen mukaisesti.
- Teollisuus ja energia: Korkeajännitteisten siirtolaitteiden, pumppukalvojen, takaiskuventtiilien ja kemiallisten prosessien tiivisteiden sähköeristyssuojat hyödyntävät silikonin sähköisen resistiivisyyden, UV-stabiilisuuden ja kemiallisen kestävyyden yhdistelmää vaativissa ulko- ja prosessiympäristöissä.
Valokaariuuneihin syötetystä kvartsiittimalmista lääketieteellisen implantin tarkkuusmuovattu silikonitiiviste, silikonin matka raaka-aineesta valmiiseen tuotteeseen on teollisen kemian ja tarkkuustekniikan tiivistä koordinaatiota. Silikonin/kumin ruiskuvalukone on tämän arvoketjun keskiössä – muuttaen huolellisesti muotoillun lämpökovettuvan polymeerin mitoiltaan tarkiksi, tehokkaiksi komponenteiksi, jotka on upotettu näkymättömästi mutta välttämättömästi tuotteisiin, jotka määrittävät nykyaikaisen elämän.