Kuinka kumin ruiskuvalukone toimii
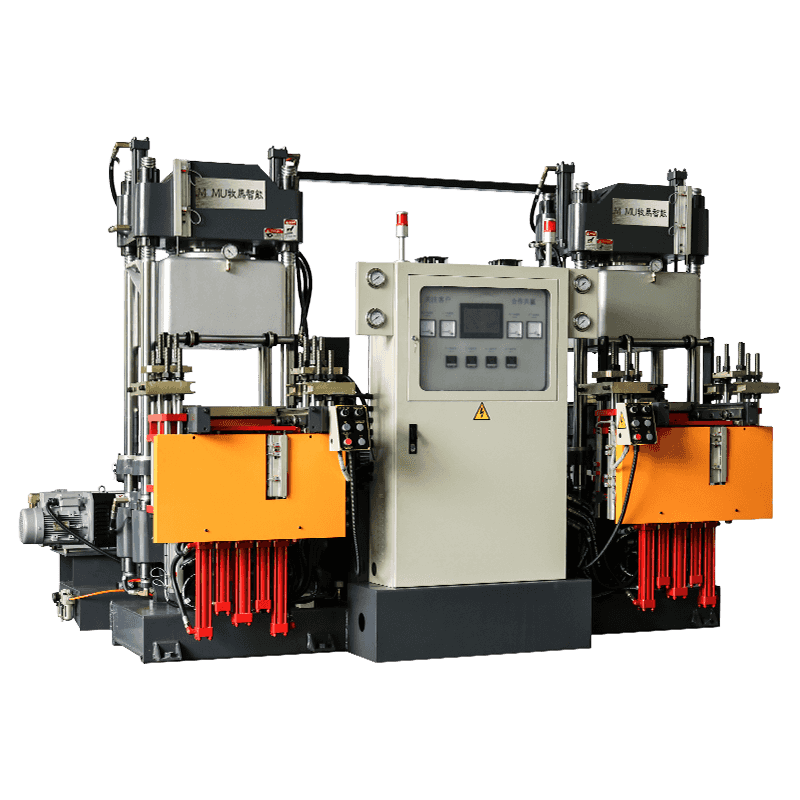
A kumin ruiskuvalukone muuntaa raakakumiseoksen valmiiksi osiksi kuumentamalla materiaalia ja pakottamalla sen paineen alaisena suljettuun muottipesään. Toisin kuin puristusmuovaus, jossa raakakumi asetetaan suoraan avoimeen muottiin, ruiskupuristus esipehmittää kumin kuumennetussa tynnyrissä ennen sen ruiskuttamista suuttimen läpi suljettuun muottiin. Tämä prosessi mahdollistaa nopeammat sykliajat, tiukemmat toleranssit ja vähemmän materiaalihukkaa, joten se soveltuu erityisen hyvin teknisten kumikomponenttien tuotantomääriin.
Kumiseos syötetään koneeseen tyypillisesti nauha- tai pellettimuodossa. Pyörivä ruuvi tai mäntä siirtää materiaalia piipun läpi, kun taas lämmityselementit tuovat sen oikeaan käsittelylämpötilaan. Kun kumi saavuttaa optimaalisen viskositeetin, se ruiskutetaan muottipesään, jossa se kovettuu kontrolloidussa lämmössä ja paineessa ennen kuin se poistetaan valmiina osana.
Koneen pääkomponentit
Kunkin pääkomponentin ymmärtäminen auttaa käyttäjiä vianmäärityksessä tuotantoongelmissa ja optimoimaan asetukset eri kumiyhdisteille ja osien geometrioille.
Olennaiset osat ja niiden toiminnot
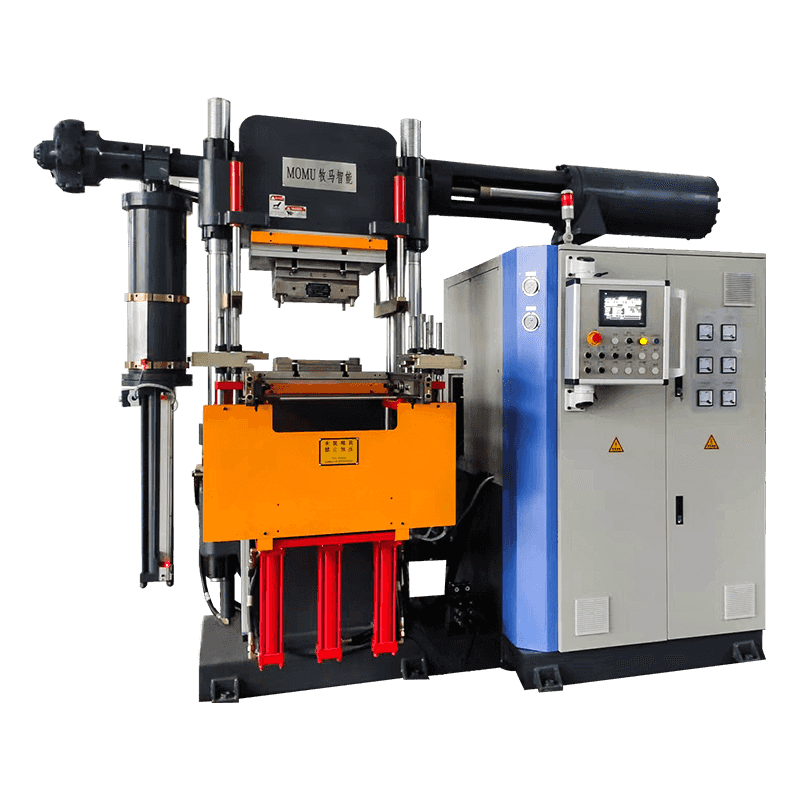
- Ruiskutusyksikkö: pehmittää ja ruiskuttaa kumiyhdisteen muottiin
- Kiinnitysyksikkö: pitää muotin puolikkaat yhdessä korkeassa paineessa ruiskutuksen ja kovettamisen aikana
- Lämmitysjärjestelmä: ylläpitää tarkat tynnyrin ja muotin lämpötilat tasaisen kovettumisen varmistamiseksi
- Hydraulinen tai sähköinen käyttö: ohjaa ruuvin pyörimistä, ruiskutusta ja kiristysliikettä
- Ohjausjärjestelmä: hallitsee lämpötilaa, painetta, ruiskutusnopeutta ja syklin ajoitusta
- Ejektorijärjestelmä: vapauttaa valmiin osan muotista kovettumisen jälkeen
Nykyaikaisissa koneissa käytetään yhä enemmän sähköisiä käyttöjärjestelmiä puhtaasti hydraulisten sijaan, mikä mahdollistaa ruiskutusnopeuden tarkemman hallinnan ja vähentää energiankulutusta jaksojen välisten joutojaksojen aikana.

Ruiskuvalun vertaaminen muihin kumin muovausmenetelmiin
Muovausprosessia valitsevien valmistajien tulee punnita ruiskupuristus puristus- ja siirtomuovausta vastaan, koska jokainen menetelmä tarjoaa selkeitä etuja osan monimutkaisuudesta, tuotantomäärästä ja budjetista riippuen.
| menetelmä | Kierrosaika | Materiaalijätteet | Paras |
| Ruiskuvalu | Nopeasti | Matala | Suuret, monimutkaiset osat |
| Puristusmuovaus | Hitaammin | Korkeampi | Yksinkertaiset muodot, pieni volyymi |
| Siirtomuovaus | Kohtalainen | Kohtalainen | Osat metallisisäkkeillä |
Ruiskupuristus osoittautuu yleensä kustannustehokkaammaksi mittakaavassa korkeammista alkutyökalukustannuksista huolimatta, koska lyhennetyt sykliajat ja pienempi jäte kompensoivat alkuinvestoinnin suurilla tuotantosarjoilla.
Yleisiä sovelluksia eri toimialoilla
Kumin ruiskuvalukoneet tuottavat laajan valikoiman komponentteja, joita käytetään auto-, lääke-, sähkö- ja kulutustavaroiden valmistuksessa. Prosessi on erityisen arvostettu osille, jotka vaativat tiukkoja mittatoleransseja tai yhtenäisiä fysikaalisia ominaisuuksia suurissa erissä.
Tyypillisiä ruiskuvalulla valmistettuja tuotteita
- Autojen tiivisteet, tiivisteet ja läpiviennit
- Lääketieteellisten laitteiden osat, kuten tiivisteet ja tulpat
- Sähköliittimet ja eristävät osat
- O-renkaat ja teollisuustiivisteet
- Kuluttajatuotteet, kuten kahvat, tiivisteet ja suojakuoret
Koska ruiskuvalu tukee monionteloisia muotteja, valmistajat voivat valmistaa kymmeniä identtisiä osia yhdellä syklillä, mikä lisää merkittävästi suorituskykyä verrattuna yksionteloisiin puristusmuotteihin.
Tärkeimmät valettujen osien laatuun vaikuttavat tekijät
Yhdenmukaisten, virheettömien kumiosien saavuttaminen edellyttää useiden prosessimuuttujien huolellista hallintaa koko tuotannon ajan. Pienet poikkeamat lämpötilassa tai paineessa voivat aiheuttaa vikoja, kuten leimahdusta, huokoisuutta tai epätäydellistä kovettumista.
Kriittiset seurattavat prosessimuuttujat
Ruiskutuspaine ja nopeus määräävät, kuinka täydellisesti kumi täyttää muotin ontelon ennen kovettumisen alkamista, riittämätön paine aiheuttaa usein lyhyitä laukauksia tai heikkoja neuleviivoja. Tynnyrin ja muotin lämpötilan on pysyttävä seoksen valmistajan suosittelemalla alueella, koska ylikuumeneminen voi aiheuttaa ennenaikaista kovettumista tynnyrin sisällä, joka tunnetaan nimellä polttaminen, kun taas riittämätön lämpö johtaa epätäydellisiin kovettumiin ja heikompiin mekaanisiin ominaisuuksiin.
Kovettumisajalla on myös merkittävä rooli osien laadussa ja tuotannon tehokkuudessa. Kovettumisajan pidentäminen yli tarpeellisen vähentää läpimenoa parantamatta osien suorituskykyä, samalla kun se leikataan liian lyhyeksi, riski alikovettuneiden osien epäonnistumisesta kestävyystestissä. Valmistajat käyttävät tyypillisesti koe-eriä, joiden kovettumisajat vaihtelevat, jotta voidaan tunnistaa optimaalinen tasapaino laadun ja syklin tehokkuuden välillä kullekin tietylle yhdisteelle.
Huoltovinkkejä koneen pitkäaikaiseen suorituskykyyn
Säännöllinen huolto pitää kumin ruiskuvalukoneen toiminnassa tehokkaasti ja auttaa välttämään suunnittelemattomia seisokkeja, jotka voivat häiritä tuotantoaikatauluja. Johdonmukaisen huoltorutiinin luominen pidentää myös kriittisten komponenttien, kuten ruuvien, tynnyrien ja muottien, käyttöikää.
Päivittäisiin tehtäviin tulee sisältyä kumin jäännöskumin puhdistaminen suuttimesta ja muotin pinnoilta, koska kerääntyminen voi aiheuttaa virheitä myöhemmissä osissa ja lisätä homeen onteloiden kulumista. Viikoittaisissa tarkastuksissa on tarkistettava hydraulinesteen tasot ja tarkastettava tiivisteet vuotojen varalta, koska hydraulijärjestelmän viat ovat yleisimpiä syitä odottamattomiin koneen seisokkeihin.
Lämmityselementtien ja lämpötila-antureiden säännöllinen tarkastus varmistaa tarkat lukemat, koska vialliset anturit voivat aiheuttaa laatuongelmia kauan ennen kuin ne laukaisevat näkyvän toimintahäiriön. Yksityiskohtaisten huoltokirjausten pitäminen auttaa myös tunnistamaan kulumiskuvioita ajan mittaan, jolloin tehdaspäälliköt voivat ajoittaa osien vaihdot ennakoivasti sen sijaan, että he reagoisivat häiriöihin.