Eristimet ruiskuvalukoneet edustavat kriittistä edistystä sähkökomponenttien tuotannossa, erityisesti korkealaatuisten eristysmateriaalien valmistuksessa, joita käytetään voimansiirrossa, jakelujärjestelmissä ja erilaisissa sähkösovelluksissa. Näissä erikoiskoneissa yhdistyvät tarkkuussuunnittelu ja edistynyt polymeerinkäsittelytekniikka luodakseen eristekomponentteja, jotka täyttävät tiukat sähköturvallisuusstandardit ja suorituskykyvaatimukset. Näiden koneiden kehitys on muuttanut valmistajien suhtautumista eristeiden tuotantoon, mikä mahdollistaa suuremmat tuotantomäärät, paremman koostumuksen ja materiaalien ominaisuudet, jotka ovat välttämättömiä nykyaikaiselle sähköinfrastruktuurille.
Luotettavien sähköeristeiden maailmanlaajuinen kysyntä kasvaa edelleen sähköverkkojen laajentuessa ja uusiutuvan energian järjestelmien lisääntyessä. Ruiskuvalutekniikka on noussut suosituimmaksi valmistusmenetelmäksi, koska se pystyy tuottamaan monimutkaisia geometrioita erinomaisella mittatarkkuudella säilyttäen samalla sähköeristyksen edellyttämät kriittiset dielektriset ominaisuudet. Näiden koneiden ominaisuuksien, valintakriteerien ja toiminnallisten näkökohtien ymmärtäminen on välttämätöntä valmistajille, jotka haluavat optimoida tuotantoprosessejaan ja toimittaa markkinoille ylivoimaisia eristetuotteita.
Eristeiden ruiskuvalun taustalla olevan ydinteknologian ymmärtäminen
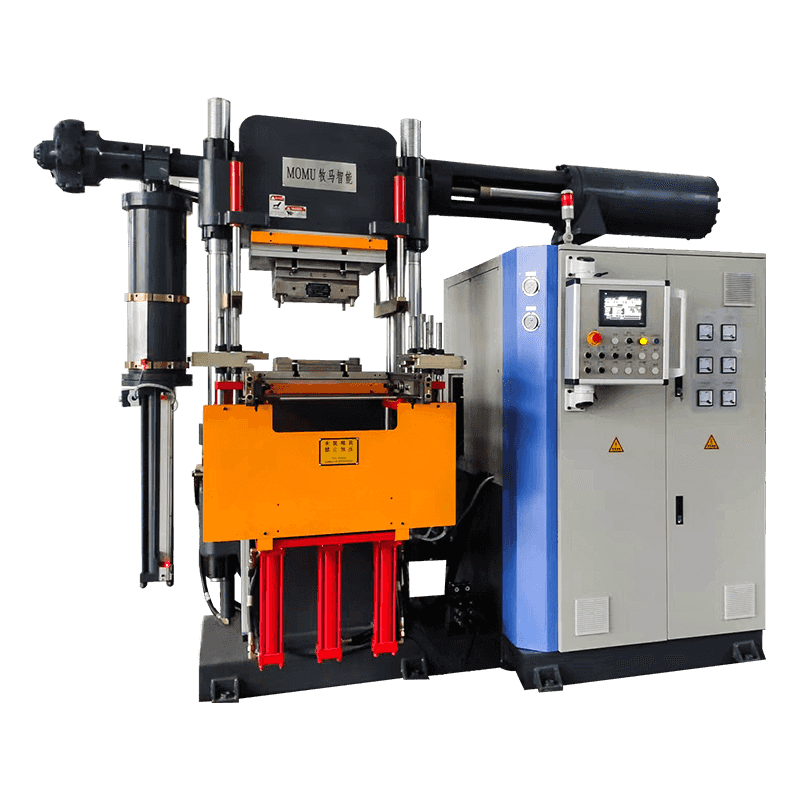
Eristeiden ruiskuvalukoneet toimivat perusperiaatteilla, jotka on sovitettu erityisesti kestomuovi- ja lämpökovettuvien materiaalien käsittelyyn, joilla on erinomaiset eristysominaisuudet. Prosessi alkaa siten, että raakapolymeerimateriaalit, tyypillisesti epoksihartsit, silikonikumi, polyeteeni tai muut erikoisyhdisteet, syötetään kuumennettuun tynnyriin, jossa ne sulatetaan ja homogenoidaan. Sula materiaali ruiskutetaan sitten korkeassa paineessa tarkkuussuunniteltuihin muotteihin, jotka määrittävät eristekomponentin lopullisen muodon ja mitat.
Eristeiden ruiskuvalukoneet erottaa tavallisista ruiskuvalulaitteistoista niiden erikoiskokoonpanon materiaalien käsittelyyn, jolla on erityisiä sähköisiä ja lämpöominaisuuksia. Näissä koneissa on tarkat lämpötilansäätöjärjestelmät, jotka ylläpitävät optimaaliset prosessointiolosuhteet eristyspolymeereille, joilla on usein kapeat käsittelyikkunat. Injektioyksiköt on suunniteltu käsittelemään materiaaleja, joiden viskositeetti vaihtelee, ja ne voivat sisältää ominaisuuksia, kuten tyhjiökaasunpoiston, joka eliminoi ilmataskuja, jotka voivat vaarantaa dielektrisen lujuuden.
Näiden koneiden kiinnitysjärjestelmän on tarjottava riittävä voima pitämään muotit suljettuina ruiskutuksen aikana samalla kun se mukautuu eristysmateriaalien lämpölaajenemisominaisuuksiin. Nykyaikaisissa koneissa on tyypillisesti servohydrauliset tai täyssähköiset käyttöjärjestelmät, jotka tarjoavat tarkan ruiskutusnopeuden, paineen ja pitoajan hallinnan – parametrit, jotka vaikuttavat suoraan lopputuotteen sähköisiin ominaisuuksiin, mekaaniseen lujuuteen ja pinnan viimeistelyyn.
Eristeiden ruiskuvalussa käsitellyt keskeiset materiaalit
Sopivien eristysmateriaalien valinta on onnistuneen eristetuotannon edellytys. Eri sovellukset vaativat materiaaleja, joilla on erityisiä sähköisiä, mekaanisia ja ympäristön kestäviä ominaisuuksia. Näiden materiaalien ymmärtäminen auttaa valmistajia valitsemaan oikeat konekokoonpanot ja prosessointiparametrit.
| Materiaalityyppi | Ensisijaiset sovellukset | Tärkeimmät ominaisuudet |
| Epoksihartsit | Korkeajänniteeristimet, holkit | Erinomainen dielektrinen lujuus, lämpöstabiilisuus |
| Silikoni kumi | Ulkoeristimet, kaapelitarvikkeet | Säänkestävyys, hydrofobisuus, joustavuus |
| Polyeteeni (PE) | Kaapelieristys, pienjännitekomponentit | Pieni dielektrinen häviö, kosteudenkestävyys |
| BMC/DMC-yhdisteet | Katkaisijan osat, kytkinlaitteet | Kaarenkestävyys, mittapysyvyys |
Jokainen materiaaliluokka vaatii erityisiä konekokoonpanoja ja käsittelyparametreja. Lämpökovettuvat materiaalit, kuten epoksihartsit ja BMC-yhdisteet, vaativat koneita, joissa on erikoisruuvit ja kuumennusprofiilit, jotka käynnistävät ja ohjaavat kovettumisprosessia muotissa. Näitä materiaaleja ei voi sulattaa uudelleen kovettamisen jälkeen, mikä tekee prosessin hallinnasta erittäin tärkeän jätteen minimoimiseksi ja tasaisen laadun varmistamiseksi. Sitä vastoin termoplastiset materiaalit, kuten polyeteeni, tarjoavat joustavuutta uudelleenkäsittelyyn, mutta vaativat tarkan jäähdytyssäädön optimaalisen kiteisyyden ja sähköisten ominaisuuksien saavuttamiseksi.
Kriittiset koneen tekniset tiedot ja valintakriteerit
Sopivan eristeiden ruiskuvalukoneen valinta edellyttää useiden teknisten eritelmien huolellista harkintaa, jotka vastaavat tuotantovaatimuksia ja tuotteen ominaisuuksia. Puristusvoima edustaa yhtä perustavanlaatuisimmista vaatimuksista, joka vaihtelee tyypillisesti 50 - 2000 tonnia eristeiden valmistuksessa. Tämän parametrin on oltava riittävä estämään ruiskutuspaine ja estämään muotin irtoaminen, mikä aiheuttaisi välähdyksen muodostumista ja mittaepätarkkuuksia. Tarvittava puristusvoima riippuu osan projisoidusta pinta-alasta ja monimutkaisten geometrioiden täyttämiseen tarvittavasta ruiskutuspaineesta.
Ruiskutuskapasiteetti ja ruiskutuskoko määrittävät materiaalin enimmäismäärän, joka voidaan ruiskuttaa yhdessä syklissä. Eristeiden valmistuksessa tässä eritelmässä on otettava huomioon osatilavuuden lisäksi myös jakojärjestelmä ja mahdollinen jäte. Koneet valitaan tyypillisesti 40–70 %:n ammuskapasiteetilla, jotta varmistetaan tasainen pehmeneminen ja vältetään materiaalin hajoaminen liiallisesta viipymisajasta tynnyrissä.
Seuraavat tekijät ovat olennaisia arvioitaessa koneen teknisiä tietoja:
- Ruuvirakenne ja L/D-suhde sopivat tietylle eristemateriaalille, erikoisruuveilla lämpökovettuville yhdisteille, joissa on alennettu puristussuhde ja takaiskuventtiilit, jotka sopivat reaktiivisille materiaaleille
- Lämpötilan säätövyöhykkeet, joissa on riittävä lämmitys- ja jäähdytyskapasiteetti tarkan lämpöprofiilin ylläpitämiseksi, mikä on erityisen tärkeää materiaaleille, joissa on kapeita käsittelyikkunoita
- Ruiskutusnopeuden ja paineen säätöominaisuudet mahdollistavat monivaiheiset ruiskutusprofiilit optimoimaan virtauskuvioita ja minimoivat sisäiset jännitykset
- Muotin lämpötilan säätöjärjestelmät, jotka voivat ylläpitää tasaisia lämpötiloja suurilla muottipinnoilla ja vaativat usein ulkoisia lämpötilansäätöyksiköitä, joissa on lämmitys- ja jäähdytysominaisuudet
- Ohjausjärjestelmän kehittyneisyys tietojen kirjaamisen, prosessin valvonnan ja laadunvalvonnan integroinnin avulla jäljitettävyyden ja johdonmukaisen tuotannon varmistamiseksi
Tuotantoprosessien optimointi laadukkaille eristeille
Tasaisen laadun saavuttaminen eristeiden valmistuksessa edellyttää ruiskuvaluprosessin parametrien huolellista optimointia. Prosessointiolosuhteiden ja lopputuotteen ominaisuuksien välinen suhde on monimutkainen, ja useat muuttujat vaikuttavat vuorovaikutuksessa sähköiseen suorituskykyyn, mekaaniseen lujuuteen ja mittatarkkuuteen. Lämpötilan hallinta on ehkä kriittisin tekijä, joka vaikuttaa materiaalin virtausominaisuuksiin, lämpökovettuvien materiaalien kovettumisnopeuksiin ja kestomuovien kiteytymiskäyttäytymiseen.
Tynnyrin lämpötilaprofiilit on määritettävä huolellisesti käsiteltävän materiaalin perusteella. Epoksipohjaisten eristeiden lämpötilat pidetään tyypillisesti välillä 80-120 °C, jotta hartsineste pysyy ilman ennenaikaista kovettumista. Lämpökovettuvien materiaalien muotin lämpötilat ovat huomattavasti korkeammat, usein 150-180 °C, mikä helpottaa täydellistä kovettumista hyväksyttävien sykliaikojen sisällä. Nämä kohonneet muotin lämpötilat vaativat erityisiä lämmitysjärjestelmiä ja eristystä lämmönvakauden ja käyttäjän turvallisuuden ylläpitämiseksi.

Ruiskutusnopeuden ja paineen optimointi
Injektiovaihe vaikuttaa kriittisesti lopputuotteen sisäiseen rakenteeseen ja pinnan laatuun. Suuret ruiskutusnopeudet voivat aiheuttaa suihkutusta, virtausjälkiä ja liiallista leikkauslämpenemistä, mikä voi heikentää polymeeriä tai luoda heikkoja rajapintoja. Toisaalta liian hidas ruiskutus voi johtaa epätäydelliseen täyttöön, erityisesti monimutkaisissa geometrioissa, joissa on ohuita osia tai pitkiä virtausreittejä. Monivaiheisten ruiskutusprofiilien avulla valmistajat voivat tasapainottaa näitä kilpailevia vaatimuksia käyttämällä suurempia nopeuksia irtotavaran täyttöön ja sen jälkeen hitaampia nopeuksia, kun muotti lähestyy valmistumista.
Pitopaine ja aika varmistavat muottipesän riittävän tiivistymisen materiaalin jäähtyessä ja kutistuessa. Eristeiden kohdalla asianmukainen tiivistys on välttämätöntä tyhjien tilan minimoimiseksi ja mittatoleranssien säilyttämiseksi. Pitopaine vaihtelee tyypillisesti välillä 40-70 % maksimiruiskutuspaineesta ja sitä ylläpidetään, kunnes portti jähmettyy, mikä estää takaisinvirtauksen ja kompensoi samalla tilavuuden kutistumista.
Sähköeristimien muottien suunnitteluun liittyviä näkökohtia
Muotti on kriittinen komponentti eristeiden ruiskuvalujärjestelmässä, joka vaikuttaa suoraan tuotteen laatuun, tuotannon tehokkuuteen ja valmistuskustannuksiin. Eristinmuotit on suunniteltava kiinnittäen erityistä huomiota sähkövaatimuksiin, ja niissä on oltava ominaisuuksia, jotka edistävät tasaista materiaalin jakautumista, minimoivat jännityspitoisuudet ja helpottavat monimutkaisten geometrioiden, kuten vajoja, ripoja ja asennuslaitteistoliitäntöjä, täyttä täyttämistä.
Portin suunnittelu ja sijainti vaikuttavat merkittävästi lopputuotteen ominaisuuksiin. Eristeissä portit on tyypillisesti sijoitettu varmistamaan tasapainoinen täyttö ja minimoimaan hitsauslinjat korkean jännityksen alueilla. Suurille eristeille voidaan käyttää useita porttijärjestelmiä ruiskutuspaineiden vähentämiseksi ja materiaalin jakautumisen parantamiseksi. Portin tyyppi - joko reuna-, sukellusvene- tai kuumakanava - on valittava materiaaliominaisuuksien, osan geometrian ja esteettisten vaatimusten perusteella.
Tuuletus on erityisen kriittinen eristemuotteille lopputuotteen dielektristen vaatimusten vuoksi. Loukkuun jäänyt ilma voi muodostaa tyhjiöitä, jotka keskittyvät sähkörasitukseen ja johtavat ennenaikaiseen vikaan. Riittävät tuuletuskanavat, tyypillisesti 0,02–0,05 mm syvyydet, on sisällytettävä virtauksen päätepisteisiin ja sydäntappien ympärille, mutta ne on oltava riittävän matalia estämään materiaalin leimahdusta.
Laadunvalvonta- ja testausstandardit
Laadunvarmistus eristeiden valmistuksessa ulottuu mittavarmentamisen lisäksi sähkötestaukseen ja materiaaliominaisuuksien validointiin. Nykyaikaiset eristeiden ruiskuvalutoiminnot sisältävät in-line-valvontajärjestelmiä, jotka seuraavat kriittisiä prosessiparametreja reaaliajassa, antavat välitöntä palautetta prosessin vakaudesta ja mahdollistavat nopean toiminnan poikkeamien ilmetessä.
Valettujen eristeiden sähköiset testausprotokollat sisältävät tyypillisesti dielektrisen lujuuden testauksen, joka varmistaa materiaalin kyvyn kestää tietyt jännitetasot rikkoutumatta. Tämä testaus suoritetaan näyteosille jokaisesta tuotantoerästä käyttämällä kalibroitua suurjännitetestauslaitteistoa. Sähköiset lisätestit voivat sisältää pinta- ja tilavuusvastusmittauksia, seurantavastuksen arviointia ja osittaisen purkaustestin suurjännitesovelluksia varten.
Mekaaninen ominaisuustestaus varmistaa, että eristeet kestävät asennusrasituksia ja käyttökuormia. Yleisiä testejä ovat vetolujuus, taivutuslujuus ja iskunkestävyysmittaukset. Ympäristötestaus simuloi ikääntymisen vaikutuksia nopeutuneen sään, lämpösyklin ja kemikaaleille tai UV-säteilylle altistumisen kautta, mikä vahvistaa eristeen pitkän aikavälin toimintavarmuuden.
Kunnossapidon ja käytön parhaat käytännöt
Eristeiden ruiskuvalukoneiden pitäminen optimaalisessa kunnossa edellyttää järjestelmällisiä ennaltaehkäiseviä huolto-ohjelmia, jotka koskevat sekä mekaanisia että lämpöjärjestelmiä. Säännöllinen tarkastus ja huolto estävät odottamattomat seisokit ja varmistavat tasaisen tuotteen laadun. Hydraulijärjestelmät vaativat määräajoin öljynvaihtoa, suodattimien vaihtoa ja painetestausta herkän hallinnan ylläpitämiseksi ja likaantumisen estämiseksi. Servo-sähkökoneet tarvitsevat säännöllistä kuularuuvien, lineaariohjaimien ja sähkökomponenttien tarkastusta tarkkuuden ja luotettavuuden varmistamiseksi.
Tynnyri- ja ruuvikokoonpano vaatii erityistä huomiota, koska ne altistuvat korkeille lämpötiloille ja eristeyhdisteissä yleisille hankaaville täyteaineille. Säännöllinen kulumiskuvioiden tarkastus, asianmukaiset puhdistustoimenpiteet materiaalien vaihtojen välillä ja kuluneiden komponenttien oikea-aikainen vaihtaminen estävät laatuongelmat ja materiaalin kontaminoitumisen. Lämpötila-anturit ja lämmityselementit tulee kalibroida säännöllisesti tarkan lämmönsäädön varmistamiseksi.
Käyttäjäkoulutus on usein aliarvioitu osa onnistunutta eristetuotantoa. Hyvin koulutettu henkilökunta voi tunnistaa varhaiset varoitusmerkit prosessipoikkeamista, reagoida asianmukaisesti laatuongelmiin ja optimoida koneen asetukset uusille tuotteille tai materiaaleille. Kattavien koulutusohjelmien tulee kattaa koneen käyttö, turvallisuusprotokollat, materiaalinkäsittely, laaduntarkastusmenettelyt ja perusvianetsintätekniikat. Prosessiparametrien, ylläpitotoimien ja laatumittareiden dokumentointi mahdollistaa jatkuvan parantamisen ja tarjoaa arvokasta tietoa prosessin optimointia ja ongelmanratkaisua varten.